
Cверлильный станок — почти всё о них.
Сверлильный станок несомненно является полезным оборудованием в любой мастерской (и конечно же он лучше самой крутой электродрели) и позволяет получать отверстия строго под прямым углом (или под нужным углом), а так же позволяет производить рассверливание, развёртывание отверстий и нарезание в них резьбы. В этой статье, рассчитанной больше на новичков, будет подробно описано, какие бывают сверлильные станки и патроны к ним, (и другая оснастка), будут описаны разные модели и их технические параметры, как подготовить станок к работе и многие другие нюансы.
Сверлением называют слесарную операцию по обработке различных материалов резанием, для получения в сплошном материале отверстий (как правило цилиндрических) при помощи сверла, совершающего вращательное движение резания и движение подачи вдоль оси шпинделя станка.
Сверление производят не только на сверлильных станках, но и на токарных, фрезерных и расточных станках. Точность сверления на большинстве сверлильных станков не превышает 4-5 класса точности (при 3-5 классе чистоты обработанной поверхности). Есть и станки повышенной точности, один из которых будет описан и показан чуть позже.
Сверлильный станок — какие они бывают.
Сверлильные станки бывают разные и отличаются они по расположению шпинделя — вертикальные и горизонтальные, а так же по числу шпинделей — одно и многошпиндельные. Так же шпиндель станка может занимать постоянное положение, или перемещаться в горизонтальной плоскости — радиально-сверлильные станки. Исходя из вышеописанного можно выделить основные типы станков для сверления: настольно-сверлильные, одношпиндельные вертикально-сверлильные, многошпиндельные сверлильные, радиально-сверлильные, и специальные сверлильные.
Настольный сверлильный станок — эти станки наиболее распространены в гаражных мастерских и у домашних мастеров. Большинство моделей настольных станков применяют для сверления отверстий диаметром от 3 до 12 мм в различных деталях небольших габаритов, или в листовом материале. Среди настольных станков также имеются станки малого класса, которые предназначены для сверления отверстий от 0 до 6 мм — это станки для сверления печатных плат.
Сейчас уже заполонили рынок станки от азиатских производителей, но всё же наиболее качественные станки, которые желательно приобретать, и которые прослужат вам верой и правдой долгие годы, выпускают европейские, американские, или японские фирмы. Но станки от этих производителей имеют довольно приличные цены и не каждый мастер может позволить себе их приобрести. Поэтому отличной альтернативой по качеству и гораздо меньшей цене я считаю станки советского производства, которые не смотря на свой возраст, служат многим мастерам и посей день.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
И если вы хотите станок нормального качества за небольшие деньги, то советую поискать и приобрести бэушный советский сверлильный станок. И хотя многие из них уже довольно старые, но они всё равно будут лучше по всем параметрам нового китайского станка.
К тому же среди советских моделей имеются станки повышенной точности, например такой, который я приобрёл себе для своей мастерской — 2Н106П (он показан на видео чуть ниже, где я с помощью него нарезаю шпоночный паз). При умелых действиях, которые сделал я сразу после покупки этого станка — диагностика и переборка (замена подшипников и других изношенных деталей) даже бэушный советский станок способен прослужить вам без проблем и поломок ещё долгие годы.
Более свежие по году выпуска советские станки (70 — 90-х годов выпуска) совсем несложно найти в сети, но те что более древние, найти сложнее (хотя я считаю, что чем древнее по году выпуска станок, тем он качественнее) Поэтому ниже будут описаны несколько типов советских настольных сверлильных станков более старых моделей, и по параметрам описанным ниже, начинающие мастера смогут подобрать для себя нужный станок,который несмотря на свои годы, ещё можно найти и приобрести.
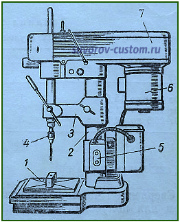
настольный сверлильный станок — основные детали: 1 — стол, 2 — стойка, 3 — кронштейн, 4 — патрон (чуть выше его шпиндель), 5 — кнопки управления станка, 6 — электродвигатель, 7 — кожух ограждения ременной передачи.
Если же кто то желает приобрести себе станок от какой то авторитетной зарубежной фирмы, то стоит просто пропустить раздел ниже. Основные части (детали) настольного сверлильного станка показаны на рисунке слева, а основные технические характеристики описаны ниже.
Технические данные советских настольных сверлильных станков.
- Модель станка — 2А106: наибольший диаметр сверления — 6 мм; наибольший ход шпинделя — 75 мм; вылет шпинделя — 125 мм; наибольшее расстояние от торца шпинделя до плиты — 200 мм; конус Морзе шпинделя — № 1 (укороченный); число скоростей вращения шпинделя — 6; число оборотов шпинделя в минуту — от 1545 до 15000; мощность электродвигателя — 0,6 квт; габариты станка (длина х ширина х высота) — 614 х 300 х 700; вес станка — 82 кг.
- Модель станка — С-07: наибольший диаметр сверления — 6 мм; наибольший ход шпинделя — 70 мм; вылет шпинделя — 200 мм; наибольшее расстояние от торца шпинделя до плиты — 400 мм; конус Морзе шпинделя — № 1; число скоростей вращения шпинделя — 1; число оборотов шпинделя в минуту — от 870 до 3300; мощность электродвигателя — 0,6 квт; габариты станка (длина х ширина х высота) — 660 х 400 х 775; вес станка — 100 кг.
- Модель станка — С-08: наибольший диаметр сверления — 8 мм; наибольший ход шпинделя — 75 мм; вылет шпинделя — 205 мм; наибольшее расстояние от торца шпинделя до плиты — 325 мм; конус Морзе шпинделя — № 2 (укороченный); число скоростей вращения шпинделя — 8; число оборотов шпинделя в минуту — от 850 до 9000; мощность электродвигателя — 0,6 квт; габариты станка (длина х ширина х высота) — 740 х 350 х 745; вес станка — 130 кг.
- Модель станка — НС-12: наибольший диаметр сверления — 12 мм; наибольший ход шпинделя — 100 мм; вылет шпинделя — 200 мм; наибольшее расстояние от торца шпинделя до плиты — 400 мм; конус Морзе шпинделя — № 1; число скоростей вращения шпинделя — 3; число оборотов шпинделя в минуту — от 504 до 1773; мощность электродвигателя — 0,6 квт; габариты станка (длина х ширина х высота) — 760 х 460 х 890; вес станка — 115 кг.
- Модель станка — НС-12А: наибольший диаметр сверления — 12 мм; наибольший ход шпинделя — 100 мм; вылет шпинделя — 175 мм; наибольшее расстояние от торца шпинделя до плиты — 420 мм; конус Морзе шпинделя — № 2; число скоростей вращения шпинделя — 5; число оборотов шпинделя в минуту — от 450 до 4500; мощность электродвигателя — 0,65 квт; габариты станка (длина х ширина х высота) — 770 х 465 х 700; вес станка — 121 кг.
- Модель станка — НС-125: наибольший диаметр сверления — 12 мм; наибольший ход шпинделя — 100 мм; вылет шпинделя — 200 мм; наибольшее расстояние от торца шпинделя до плиты — 400 мм; конус Морзе шпинделя — № 1; число скоростей вращения шпинделя — 5; число оборотов шпинделя в минуту — от 450 до 4430; мощность электродвигателя — 0,6 квт; габариты станка (длина х ширина х высота) — 760 х 470 х 955; вес станка — 180 кг.
- Модель станка — ЭСН-14: наибольший диаметр сверления — 14 мм; наибольший ход шпинделя — 80 мм; вылет шпинделя — 250 мм; наибольшее расстояние от торца шпинделя до плиты — 390 мм; патрон; число скоростей вращения шпинделя — 6; число оборотов шпинделя в минуту — от 1038 до 2333; мощность электродвигателя — 0,5 квт; габариты станка (длина х ширина х высота) — 800 х 445 х 900; вес станка — 150 кг.
Вертикально-сверлильные станки.
Эти станки имеют большие габариты и вес (и соответственно и цену) и предназначены для закрепления их на полу (фундаменте пола). Они используются на предприятиях и в наиболее раскрученных профессиональных и полупрофессиональных мастерских. Такой станок (и его основные детали) показаны на рисунке чуть ниже.
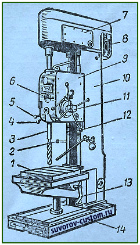
сверлильный станок большой (напольный) — модели 2А150: 1 — стол, 2 — рукоятка переключения скоростей, 3- шпиндель, 4 — рукоятка включения электродвигателя, 5 — рукоятка переключения подач, 6 — маховичок включения подач, 7 — коробка передач, 8 — электромотор, 10 — станина, 11 — включение ручной подачи, 12 — штурвал подачи, 13 — рукоятка подъёма стола, 14 — фундаментная плита.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
И такие станки позволяют работать с довольно большими деталями, так как габариты и вылет шпинделя у них больше, ну и соответственно на этих станках наибольшие диаметры сверления тоже значительно больше (и диаметры применяемых свёрл разумеется тоже больше).
Шпиндельная бабка таких станков как правило монтируется на вертикальной колонке 1(см. фото), по направляющим которой перемещается шпиндельная головка 2 и стол 3.
Наибольшее распространение получили более простые одношпиндельные сверлильные станки. Но на некоторых предприятиях с серийным и массовым производством как правило применяют и многошпиндельные станки, а также и одношпиндельные станки, которые снабжены многошпиндельными головками.
Основные технические характеристики о наиболее распространённых советских одношпиндельных вертикально-сверлильных станков описаны ниже:
- Модель станка — 2118 ——- наибольший диаметр сверления — 18 мм; наибольший ход шпинделя — 150 мм; вылет шпинделя — 200 мм; наибольшее расстояние от торца шпинделя до стола станка — 650 мм.
- Модель станка — 2А125——- наибольший диаметр сверления — 25 мм; наибольший ход шпинделя — 175 мм; вылет шпинделя — 250 мм; наибольшее расстояние от торца шпинделя до стола станка — 700 мм.
- Модель станка — 2А135——- наибольший диаметр сверления — 35 мм; наибольший ход шпинделя — 225 мм; вылет шпинделя — 300 мм; наибольшее расстояние от торца шпинделя до стола станка — 750 мм.
- Модель станка — 2А150——- наибольший диаметр сверления — 50 мм; наибольший ход шпинделя — 300 мм; вылет шпинделя — 350 мм; наибольшее расстояние от торца шпинделя до стола станка — 800 мм.
Радиально-сверлильные станки.
Эти станки (см. рисунок ниже) применяют как правило на предприятиях, для сверления (или рассверливания) отверстий в крупногабаритных и тяжёлых деталях, которые трудно перемещать вручную, для совмещения накернённого углубления с осью шпинделя и сверлом.
В таких станках шпиндельная сверлильная головка способна перемещаться в радиальном направлении по направляющим горизонтальной консоли (траверсы) , которая к тому же имеет возможность поворачиваться на определённый угол вокруг вертикальной стойки (колонны) или вместе с ней.
Благодаря этому, шпиндель такого станка (и разумеется закреплённое в нём сверло) легко устанавливается над любым местом на детали, которая неподвижно размещена на основании станины станка.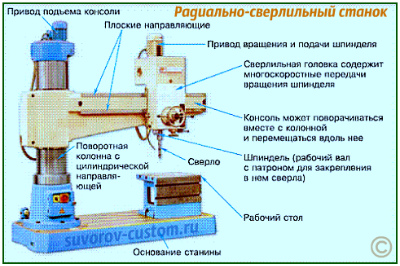
Кроме вышеописанных мной станков, разумеется выпускают множество и других моделей и типов, например специальные станки: сверлильно-зенковальные, которые предназначены для сверления множества отверстий в крупногабаритном листовом материале. Так же имеются и переносные сверлильные установки, которые предназначены для сверления отверстий с горизонтально расположенными осями.
Но такие станки как правило используются только на узкоспециализированных предприятиях и поэтому они не будут здесь описаны. Да и нереально в одной статье описать все типы и модели сверлильных станков от разных производителей. Далее гораздо полезнее для новичков будет описать про закрепление, установку и снятие свёрл на различных станках и о приспособлениях для закрепления деталей, предназначенных для сверления.
Сверлильный станок — установка и закрепление деталей на нём.
Правила техники безопасности требуют надёжно закреплять обрабатываемую деталь, особенно к которой сверлятся отверстия более 10 мм в диаметре. Без закрепления можно сверлить отверстия диаметром не более 10-ти мм в деталях весом более 10 кг. А слишком мелкие детали, при сверлении в них отверстий не более 10-ти мм можно удерживать руками в ручных тисках.
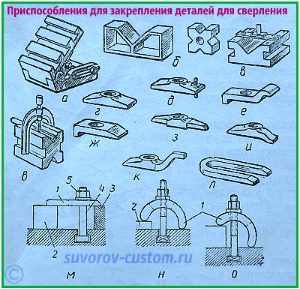
приспособления для закрепления деталей при сверлении: а- универсальный угольник, б — призмы, в — призмы с зажимными устройствами, г, д, е, ж, з, и, к, л — прихваты, м, н, о — способы закрепления с помощью прихватов, 1 — прихват, 2 — закрепляемая заготовка, 3 — подкладка, 4 — болт, 5 — гайка.
Если же сверло в станке и диаметр будущего отверстия более 10 мм, то деталь следует закрепить более надёжно. Это можно сделать различными способами, например в машинных тисках.
Если же ваш сверлильный станок имеет стол по типу фрезерного стола, то есть имеет хотя бы один Т-образный паз, (а большинство сверлильных станков от авторитетных фирм, даже настольных, имеют такой паз) то тогда деталь можно закрепить надёжно и множеством других приспособлений, которые показаны на рисунке слева.
Приспособления для сверлильного станка, предназначенные для заготовок разного профиля.
- Машинные тиски — см рисунок ниже. Предназначены для заготовок различного профиля и бывают со сменными фасонными губками, предназначенными для закрепления деталей более сложной формы. Очень удобны универсальные тиски, показанные на рисунке 2 в. Они позволяют изменять угол сверления в закреплённой заготовке.
- Угольники, один из вариантов показан на рисунке 1 а, чуть выше. С помощью такого угольника закрепляют заготовки, если этого нет возможности сделать на столе сверлильного станка. У более простых угольников их поверхности с пазами (или отверстиями) для крепления деталей точно обработаны. А на универсальных угольниках можно изменить при необходимости угол наклона закреплённой заготовки, относительно поверхности стола станка и именно такой угольник показан на рисунке 1 а.
- Призмы — показаны на рисунке 1 б и в, они предназначены для установки на них цилиндрических деталей (валов, прутков и т.п.) предназначенных для сверления.
- Прихваты — показаны на рисунке 1 г, д, е, ж, з, и, к, л — они предназначены для закрепления заготовки непосредственно на столе станка, который имеет Т-образный паз (пазы).
- Кондукторы — эти приспособления позволяют сверлить отверстия в одинаковых заготовках, не размечая заготовки, так как направляющие втулки кондуктора направляет сверло и не даёт ему отклониться в стороны.
- Патроны токарные — иногда используют для закрепления не длинных цилиндрических заготовок, если требуется точно просверлить отверстие в центре торца цилиндрической заготовки, или нарезать в отверстии резьбу. Токарный патрон как правило закрепляют на столе сверлильного станка с помощью переходной планшайбы.
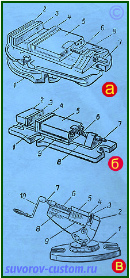
тиски для сверлильных и фрезерных станков: а — поворотные, б — неповоротные, в — универсальные.
Если ваш сверлильный станок не имеет на своём столе Т-образного паза (пазов), то следует заказать токарю (фрезеровщику) изготовить планшайбу, в которой фрезеруются Т-образные пазы (ну и обычные пазы тоже — смотрите рисунок ниже).
Такая планшайба показана на рисунке 3 и она закрепляется с помощью болтов к столику вашего сверлильного станка. Эта планшайба (плита) может быть и не круглой, а прямоугольной или квадратной, то есть такой же формы как столик вашего станка и примерно таких же размеров.
Изготовив планшайбу, показанную на рисунке справа, вы сможете перед сверлением надёжно
закрепить практически любую деталь с помощью прихватов и других приспособлений, которые показаны на рисунках и которые описаны мной выше.
Закрепление, установка, или снятие свёрл в сверлильном станке.
Большинство мелких настольных сверлильных станков имеют зажимные патроны, практически такие же, как и на электро-дрелях и которые позволяют закреплять свёрла небольших диаметров, с обычным цилиндрическим хвостовиком.. Но на более крупных станках, на которых сверлят отверстия гораздо бóльших диаметров, используют более крупные свёрла с коническими хвостовиками.

способы закрепления сверла в шпинделе токарного станка: а -непосредственно в коническом гнезде шпинделя; б — при помощи конусной переходной втулки; в — при помощи патрона с конусным наконечником (как и в токарных станках).
Их закрепляют непосредственно в коническом гнезде шпинделя станка (см. рисунок а чуть ниже), если же конический хвостовик сверла имеет меньший размер конуса Морзе, то такие более мелкие свёрла закрепляют в шпинделе через переходные конусные втулки (см. рисунок б).
Если же в сверлильный станок необходимо зажать более мелкие свёрла с обычным цилиндрическим хвостовиком, то тогда используют для закрепления свёрл зажимные патроны (см. рисунок в) имеющие конический хвостовик нужного номера (конуса морзе).
Такие же патроны с коническими хвостовиками используют и для закрепления в пиноли задней бабки токарных станков (о полезных приспособлениях для токарных станков я написал вот тут). Если же конус Морзе патрона меньше, чем конус шпинделя станка, то в таких случаях опять же используют переходные конические втулки.
Перед установкой сверла, или патрона, с коническим хвостовиком в шпиндель станка, следует обязательно протереть чистой ветошью конический хвостовик инструмента. Затем конусный хвостовик инструмента вводят в шпиндель станка так, чтобы плоская лапка хвостовика своими плоскими частями вошла параллельно овальному отверстию в шпинделе, которое предусмотрено для выбивания сверла (или патрона) с помощью специального клина.
После того, как плоские части на конце хвостовика расположатся правильно, относительно овального отверстия в шпинделе, энергичным толчком плотно сажаем хвостовик инструмента в конусное отверстие (гнездо) шпинделя. Хвостовики патронов, свёрл, фрез, зенковок и другого инструмента и соответствующие им гнёзда в шпинделях разных станков имеют коническую форму.
И имеются два типа конусов: метрический конус и конус Морзе, который получил гораздо большее распространение у нас в стране (странах СНГ). Ну и в зависимости от диаметра и размера свёрл, патронов и другого инструмента, используется тот или иной размер конуса Морзе.
Размеры конусных хвостовиков стандартных свёрл разных диаметров я публикую ниже:
- Диаметр сверла в миллиметрах — от 6 до 15,5 ——№конуса Морзе 1
- Диаметр сверла в миллиметрах — от 15,6 до 23,5 ——№конуса Морзе 2.
- Диаметр сверла в миллиметрах — от 23,6 до 32,5 ——№конуса Морзе 3.
- Диаметр сверла в миллиметрах — от 33,0 до 49,5 ——№конуса Морзе 4.
- Диаметр сверла в миллиметрах — от 49,7 до 65,0 ——№конуса Морзе 5.
- Диаметр сверла в миллиметрах — от 68,0 до 80,0 ——№конуса Морзе 6.
Извлекают инструмент с коническим хвостовиком из конического отверстия шпинделя станка можно только с помощью клина, по которому коротким ударом бьют молотком. А чтобы сверло, патрон, или другой инструмент не упал с ударом о стол станка, полезно подложить на стол деревянный брусок и опустить шпиндель станка (и соответственно инструмент) как можно ближе к бруску.
Самодельный сверлильный станок.
Конструкций самодельных сверлильных станков очень много, начиная от простейших стоек для электро-дрелей и заканчивая более габаритными и сложными конструкциями, изготовленными из подручных материалов.
В самодельных конструкциях большинства сверлильных станков домашних мастеров как правило используют самый распространённый двигатель от стиральной машины, а в качестве механизма подачи (вверх-вниз) шпинделя с режущим инструментом (сверлом) чаще всего используют механизм рулевой рейки от различных автомобилей.
Конструкций, как было сказано выше, много и все описать в одной статье нереально. Да и лучше один раз увидеть, чем сто раз услышать, поэтому ниже показан видеоролик одного из вариантов самодельного станка, который опять же изготовлен с использованием двигателя от стиральной машины, а в качестве механизма подачи использован механизм рулевой рейки, который можно купить в авто-магазине, или ещё дешевле на какой нибудь авто-разборке.
Ну а все остальные детали самодельного сверлильного станка, можно изготовить из железа, купленного за копейки на пункте приёма металлолома.