
Газовая сварка латуни и бронзы.
Сварка латуни. Газовая сварка чаще используется для сварки латуни, чем сварка латуни электрической дугой, так как сваривать латунь электросваркой труднее. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, испарение начинается при 900°С. Поэтому если латунь перегреть, то из за испарения цинка, шов получится пористым, а при перегреве может испариться до 25% содержащегося в латуни цинка. Другой причиной пористости шва при сварке латуни является поглощение расплавленной латунью водорода сварочного пламени, и неуспевающий выйти при застывании латуни водород, образует в шве газовые пузырьки. Пары цинка, попадая в газовые пузырьки и расширяясь в них, увеличивают их размеры и образуют поры, значительно ухудшающие прочность шва.
Для уменьшения испарения цинка, сварку латуни ведут пламенем с избытком кислорода до 30 — 40%, то есть на 1 м³ ацетилена подаётся от 1,3 до 1,4 м³ кислорода. В этом случае на поверхности металла сварочной ванны образуется жидкая плёнка окиси цинка, которая уменьшает его испарение. Избыток кислорода так же окисляет основную часть свободного водорода, и из за этого поглощение водорода жидким металлом (латунью) резко уменьшается.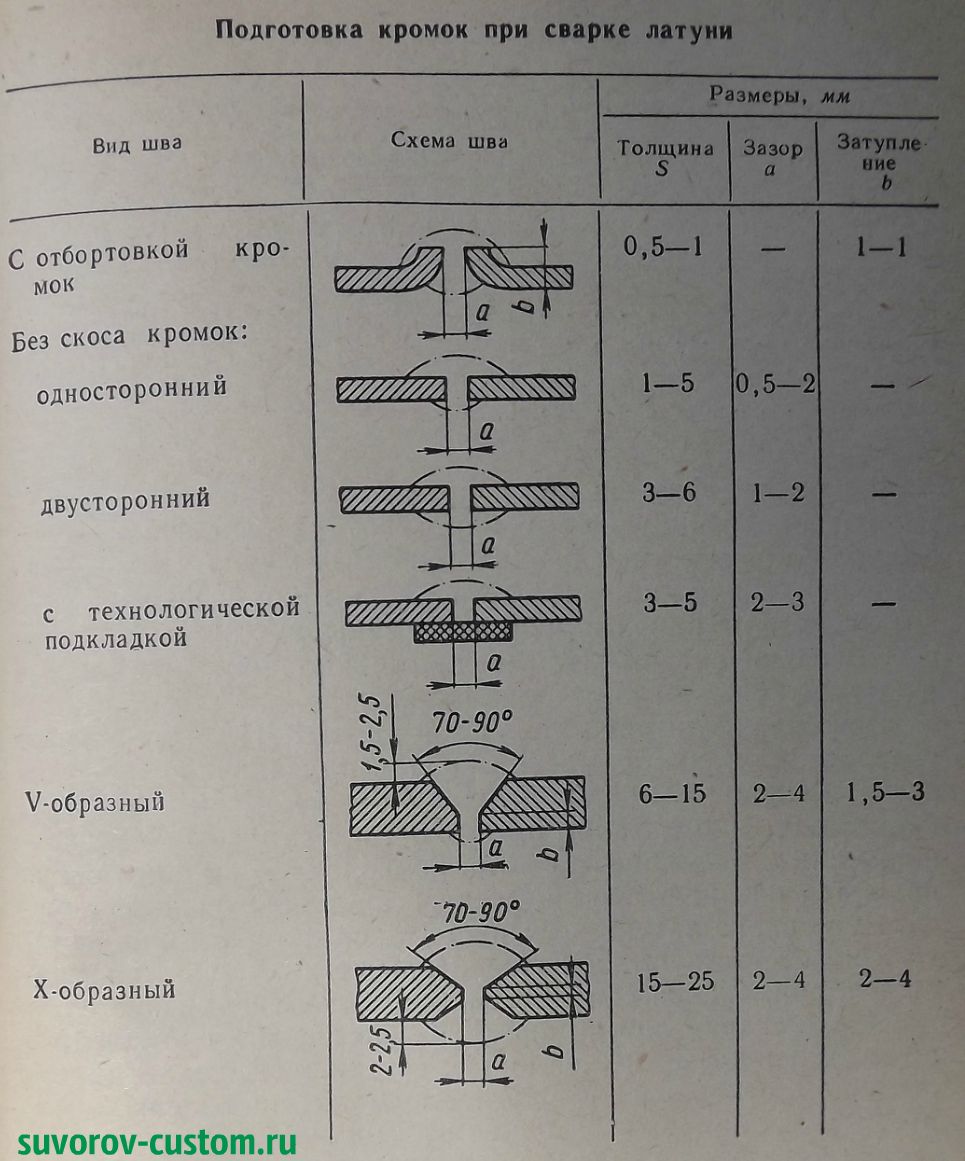
Для удаления из сварочной ванны окислов меди и цинка, применяют флюсы следующих составов: борная кислота 35%, плавленая техническая бура 50% и фосфорнокислый натрий 15%. Можно использовать и более простой флюс, состоящий из 80% борной кислоты(можно найти в аптеке) и 20% технической буры. Эти флюсы так же пригодны для наплавке стальных и чугунных деталей латунью(подробнее о сварке чугуна латунью читаем в этой статье). В качестве флюса при газовой сварке латуни можно применять только одну прокаленную буру, которую разводим водой (лучше дистиллированной)и в виде пасты наносим кистью на кромки. Кромки перед сваркой советую тщательно зачистить металлической щёткой(одетой на шлиф-машинку) до блеска. Подготовку кромок латунных листов смотрим в таблице, приведённой сбоку.
Теплопроводность латуни выше теплопроводности низкоуглеродистой стали примерно на 70%. И казалось бы при сварке латуни следует применять более мощное сварочное пламя, чем при сварке стали такой же толщины. Но более мощным пламенем легче перегреть металл сварочной ванны и увеличить испарение цинка, в результате чего шов будет пористым. Поэтому при сварке латуни мощность пламени выбираем такую же, как и при сварке стали, то есть 100 — 120 дм³/ч ацетилена на 1 мм толщины листа.(подробнее о выборе мощности пламени читаем здесь). Так же следует учесть, что для снижения испарения цинка и уменьшения поглощения водорода расплавленной латунью, конец ядра пламени держим от свариваемого металла на расстоянии в 2 — 3 раза большем, чем при сварке стали. Пламя направляем на сварочную проволоку, которую держим под углом 90° к оси мундштука горелки(как и при аргонно-дуговой сварке). Конец проволоки время от времени погружаем во флюс и подсыпаем его в сварочную ванну, а так же на края шва. Сварку ведём по возможности быстро(чем быстрее, тем меньше перегрев).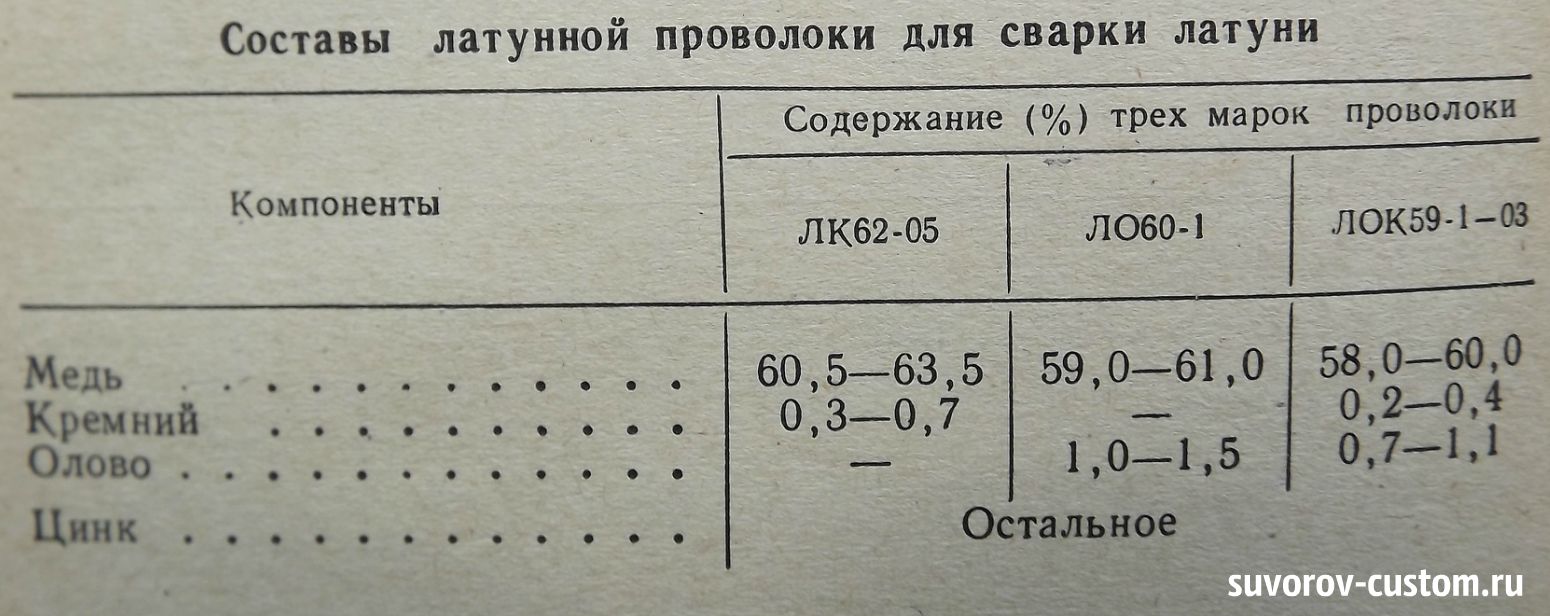
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Для газовой сварки латуни разработано несколько марок латунной проволоки, которая содержит раскислители кремний и олово. Составы этих проволок приведены в таблице. В качестве флюсов при сварке этими проволоками применяют прокаленную буру или газообразный флюс БМ-1. Газовая сварка с применением проволок данных марок даёт чистую сварочную ванну, плотный беспористый шов и незначительное выделение паров цинка, что уменьшает вредность процесса сварки латуни. Пламя применяем окислительное с избытком 30 — 40% кислорода в смеси.
Для сварки латуни (особенно марок Л62 И Л68) разработана ещё при Союзе самофлюсующая присадочная проволока марки ЛКБО62-02-004-05, которая содержит 60,5 — 63,5% меди; 0,15 — 0,2% кремния; 0,03 — 0,07% бора; 0,4 — 0,65 олова, а остальное цинк. Входящие в состав проволоки кремний и олово являются раскислителями, а бор выполняет функцию флюса. При газовой сварке латуни этой проволокой потери цинка практически отсутствуют, повышается производительность сварки, так как ни подсыпать флюс, ни погружать в него проволоку не требуется. После сварки латуни, шов для повышения плотности советую проковать, заглаживая усиление заподлицо с основным металлом и если латунь содержит менее 60% меди, то проковку желательно произвести при нагреве шва до 650°С, а если в латуни меди больше 60%, то можно проковать шов и в холодном состоянии.
После проковки желательно применить отжиг при 600 — 650°С, с последующим медленным охлаждением, что сделает металл шва мелкозернистым и уберёт влияние наклёпа. При отжиге нужно следить, чтобы не превысить вышеуказанную температуру, а то при большей температуре возможно частичное испарение цинка. Для латунных сварных изделий можно применить так же отжиг при температуре всего 260 — 280°С, который не поменяет структуры металла, но уберёт остаточные внутренние напряжения в латуни, что предохранит её от последующего растрескивания.
Выделяющиеся при сварке латуни обычной проволокой белые пары окиси цинка вредны для организма человека. Поэтому при сварке латуни обычной проволокой , советую использовать качественный угольный респиратор фирмы ЗМ, и при сварке использовать вытяжную вентиляцию или работать на открытом воздухе. Ведь всё преимущество газовой сварки — это ненадобность электрической сети и поэтому лучше работать рядом с гаражом на свежем воздухе.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Газовая сварка бронзы. Сварку применяют при ремонте литых изделий из бронзы, наплавке работающих на трение поверхностей деталей слоем антифрикционных бронзовых сплавов. Желательно, особенно при сварке массивных деталей перед сваркой подогреть детали до 450°С. Подогрев необходим для предупреждения трещин. Следует иметь в виду, что при нагреве повышается хрупкость бронз, поэтому при сварке изделие нужно хорошо закрепить и не допускать толчков и ударов детали.
Сварочное пламя должно быть восстановительным, так как при окислительном пламени увеличивается выгорание олова из бронзы, а так же кремния и алюминия. Образующиеся окислы затрудняют сварку и шов получается пористым с шлаковыми включениями. Чтобы не перегревать металл, пламя держат на таком же расстоянии от сварочной ванны, как и при сварке латуни. В качестве присадочного материала используем прутки или проволоку близкие по составу к свариваемому металлу. Для раскисления в присадочную проволоку вводят до 0,4% кремния. Мощность пламени должна быть 100 — 150 дм³/ч ацетилена на 1 мм толщины основного металла.
Для защиты металла от окисления и удаления окислов применяем флюсы тех же составов, что и при сварке меди и латуни. Для алюминиевых бронз применяем флюсы, содержащие хлористые и фтористые соединения натрия, бария, калия и лития, то есть тех же составов, что и для алюминия( о сварке алюминия читаем здесь).
После сварки бронзовые детали подвергаем отжигу при 750°С и последующему охлаждению в воде. Проковке после сварки подвергают только прокатную бронзу, но не литую.