
Гибка труб и станки для гибки — трубогибы.
Трубогибочные станки — трубогибы, позволяют согнуть трубу, например при изготовлении рамы мотоцикла или автомобиля — хотрода, а так же при изготовлении рулей, маятников, выпускных патрубков и других конструкционных элементов и трубчатых деталей. И в кастом-мастерской без него никуда. Конечно же можно согнуть трубу и гидравлическим прессом, или просто нагрев её газовой горелкой и согнув на какой нибудь оправке (шаблоне), необходимого радиуса. Но всё таки для качественной гибки труб, существует специальное оборудование — трубогибочные станки, которое мы и рассмотрим в этой статье, ну и немного затронем способы гибки труб.
Гибку труб производят как в холодном, так и в горячем состоянии, ручным или механизированными способами, с наполнителями и без наполнителей. Наполнители применяют для предотвращения образования складок (гофров) и сплющивания стенок труб, и как правило наполнители применяют при гибке тонкостенных труб, когда станок не слишком дорогой (или когда гнут вообще без станка — с помощью оправок — шаблонов). Дорогие качественные станки, позволяют красиво согнуть трубу и без наполнителя, но о них немного ниже.
В качестве наполнителей используют мелкий просушенный песок, канифоль, а зимой можно залить в трубу воду и заморозить её. В таком случае наполнителем будет лёд. При использовании песка, его засыпают в трубу и хорошо трамбуют, а затем затыкают трубу деревянными пробками. Если труба при гибке будет нагреваться горелкой, для получения более лёгкого и качественного загиба, то тогда используют стальные пробки.
Песок, применяемый в качестве наполнителя, должен быть просушен и хорошо просеян. Только такой песок хорошо уплотняется в трубе (трамбуется деревянной палочкой), что исключает образование пустот. Уплотнённый (утрамбованный) песок лучше сопротивляется сжатию.
Не рекомендуется заполнять трубы горным песком, так как он содержит органические вещества, легко пригорающие к стенкам трубы. Так же следует учесть, что песок для набивки труб используется не более 3 раз, после чего он становится не пригоден. Температура нагрева зависит от марки стали, к примеру трубы из стали 20 нагревают до температуры 910 — 920 градусов. А начинать гибку нужно при температуре не ниже 880 градусов, и заканчивать не ниже 720 градусов.
При горячей гибке труб с наполнителем, выпиливается из толстой доски (толщина зависит от диаметра трубы) шаблон, такой формы, какой нужен для получения радиуса загиба, и доска (шаблон) куда будет укладываться труба, обивается стальной полосой, чтобы исключить возгорание дерева от нагретой трубы. При выпиливании деревянного шаблона, учитывается минимальный радиус, вычисляемый по формуле ниже.
После охлаждения трубы, из неё выбиваются пробки и высыпается песок, а пригоревшие остатки песка очищаются с помощью проволоки.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
 Важно знать, что для каждой трубы, в зависимости от её диаметра и марки стали, допускается определённый радиус загиба, (смотрите таблицу слева), и при меньшем радиусе гибка трубы недопустима, так как по любому появятся складки, смятие стенок трубы. Это надо учитывать при гибке труб в холодном состоянии, а при горячей гибке вручную, даже с наполнителем, минимальный радиус загиба должен быть не менее того, который вычисляется простейшей формулой: R = 3,5 D (D — это наружный диаметр трубы).
Важно знать, что для каждой трубы, в зависимости от её диаметра и марки стали, допускается определённый радиус загиба, (смотрите таблицу слева), и при меньшем радиусе гибка трубы недопустима, так как по любому появятся складки, смятие стенок трубы. Это надо учитывать при гибке труб в холодном состоянии, а при горячей гибке вручную, даже с наполнителем, минимальный радиус загиба должен быть не менее того, который вычисляется простейшей формулой: R = 3,5 D (D — это наружный диаметр трубы).
Приспособления для гибки труб — трубогибы.
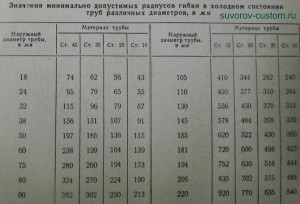
 Трубогибы применяются для гибки труб в холодном состоянии, а простейшие ручные трубогибы (как на рисунке 1 слева), применяют для холодной гибки труб диаметром до 25 мм. Простейший трубогиб работает по принципу обкатки и состоит из неподвижного ролика 2 с рукояткой 3 и подвижного ролика 1, закреплённого в вилке 6 на рукоятке 7. Трубу 4, которую необходимо загнуть, помещают между роликами и зажимают хомутом 5. При повороте рукоятки, подвижный ролик обкатывает и изгибает трубу.
Трубогибы применяются для гибки труб в холодном состоянии, а простейшие ручные трубогибы (как на рисунке 1 слева), применяют для холодной гибки труб диаметром до 25 мм. Простейший трубогиб работает по принципу обкатки и состоит из неподвижного ролика 2 с рукояткой 3 и подвижного ролика 1, закреплённого в вилке 6 на рукоятке 7. Трубу 4, которую необходимо загнуть, помещают между роликами и зажимают хомутом 5. При повороте рукоятки, подвижный ролик обкатывает и изгибает трубу.
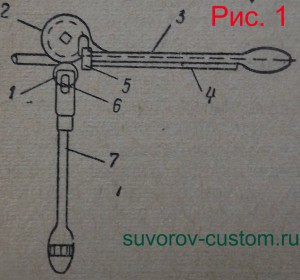
 Такие простейшие трубогибы обычно делают с многоручьевыми роликами, предназначенными для различных диаметров труб (см рисунок 2).
Такие простейшие трубогибы обычно делают с многоручьевыми роликами, предназначенными для различных диаметров труб (см рисунок 2).
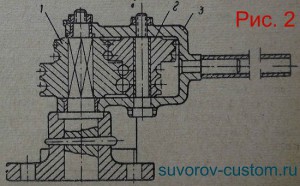
А простейший роликовый трубогиб, тоже работающий по принципу обкатки трубы, показанный на рисунке 3 и так популярный у сантехников, позволяет изгибать стальные газовые трубы диаметром 1/2, 3/4 и 1 дюйм в холодном состоянии и без наполнителя.
Для гибки труб диаметром до 150 мм с толстыми стенками и сравнительно большим радиусом загиба, служат трубогибы, работающие по схеме обкатки. При таком способе обкатывающий прижимной ролик (меньшего диаметра) движется вокруг неподвижного гибочного шаблона ( обычно шаблон это половинка более крупного ролика) и при этом прижимает трубу к шаблону.
А на некоторых трубогибах труба прижимается с помощью специального ползуна (ползун — это брусок с канавкой такого же диаметра, что и наружный диаметр трубы). Для повышения производительности, применяют многоручьевые гибочные шаблоны (ролики), с помощью которых можно гнуть на один и тот же радиус сразу несколько труб различного диаметра. Но обычно используются одноручьевые (одноканавочные) ролики и шаблоны, которые быстро заменяются, если нужно согнуть трубу другого диаметра.
 Сейчас в продаже много появилось простейших гидравлических трубогибов , как на фото слева. Их ещё называют арбалетного типа. Они позволяют гнуть только толстостенные трубы (например для рамы), и то на небольшой угол. Тонкостенные трубы такой трубогиб заминает.
Сейчас в продаже много появилось простейших гидравлических трубогибов , как на фото слева. Их ещё называют арбалетного типа. Они позволяют гнуть только толстостенные трубы (например для рамы), и то на небольшой угол. Тонкостенные трубы такой трубогиб заминает.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Но для изготовления элементов рамы из толстостенных труб такой трубогиб не помешает в мастерской, тем более его цена небольшая ( китайский можно найти в пределах 300$).

Такие трубогибы оснащены гидроцилиндрами, и при нажатии на рычаг (как на гидравлическом домкрате) гидроцилиндр давит на оправку нужного диаметра, которая давит и сгибает трубу.
 Но если подключить к такому трубогибу гидравлический насос (например от мотоподъёмника), то гнуть трубы можно будет нажатием педали. Трубогиб с гидронасосом показан на фото слева.
Но если подключить к такому трубогибу гидравлический насос (например от мотоподъёмника), то гнуть трубы можно будет нажатием педали. Трубогиб с гидронасосом показан на фото слева.
 Но всё же предпочтительнее приобрести трубогиб подороже, показанный на фото слева (кстати, в хорошо оснащённой мастерской, такой можно изготовить своими руками).
Но всё же предпочтительнее приобрести трубогиб подороже, показанный на фото слева (кстати, в хорошо оснащённой мастерской, такой можно изготовить своими руками).

Он хоть и не гидравлический (но есть почти такие же с гидравликой, как на фото ниже) но работает эффективнее (по схеме наматывания, в отличие от вышеописанного трубогиба, работающего методом давления.
 К такому трубогибу (точнее к его рычагу — рукоятке) можно подключить гидроцилиндр (да и гидронасос тоже) и он будет работать от нажатия педали. Пример такого показан на фото слева. А гибку трубы на трубогибе подобного типа (с гидроцилиндром) можно посмотреть на видеоролике в самом низу.
К такому трубогибу (точнее к его рычагу — рукоятке) можно подключить гидроцилиндр (да и гидронасос тоже) и он будет работать от нажатия педали. Пример такого показан на фото слева. А гибку трубы на трубогибе подобного типа (с гидроцилиндром) можно посмотреть на видеоролике в самом низу.
Такие трубогибы хороши ещё и тем, что позволяют загнуть трубу практически на 180 градусов, в отличае от арбалетных, которые гнут трубы чуть более 90 градусов. Но они раза в три дороже (стоят более 1000$).
Гибка тонкостенных труб (например выпускных патрубков.)
Для гибки тонкостенных труб (например патрубков глушителей), используются трубогибочные станки, работающие по схеме наматывания (схема показана на рисунке 4). При таком способе, в отличие от вышеописанного метода гибки с обкаткой, вращение придаётся гибочному шаблону 1, а ползун 3 (или опорная колодка) здесь неподвижен, или он перемещается в продольном направлении.
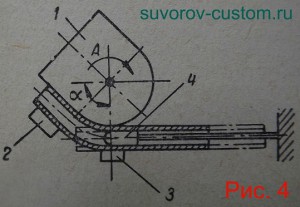 Механизм трубогиба, работающего способом наматывания, показан на рисунке 4 и состоит из самого шаблона 1 (может быть половинка ролика), зажима 2, ползуна 3. При гибке тонкостенных труб, в таком трубогибе используется ещё и дорн 4, который необходим для предотвращения образования гофр (складок) и овальности. Дорн при гибке скользит внутри трубы, и не даёт вдавиться во внутрь складкам (гофрам).
Механизм трубогиба, работающего способом наматывания, показан на рисунке 4 и состоит из самого шаблона 1 (может быть половинка ролика), зажима 2, ползуна 3. При гибке тонкостенных труб, в таком трубогибе используется ещё и дорн 4, который необходим для предотвращения образования гофр (складок) и овальности. Дорн при гибке скользит внутри трубы, и не даёт вдавиться во внутрь складкам (гофрам).
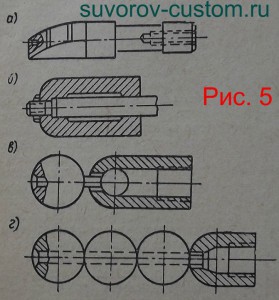 Дорн (см. рисунок 5) может быть различной формы: а — ложкообразная, б — цилиндро — шарообразную, в — шарообразную, г — шарообразную составную форму, дополнительные звенья (шары) которой, перемещаются по всей внутренней площади загиба тонкостенной трубы. Такие дорны поддерживают стенку трубы в месте изгиба, придают форме загиба круглую форму и даже выравнивают неглубокие складки (гофры).
Дорн (см. рисунок 5) может быть различной формы: а — ложкообразная, б — цилиндро — шарообразную, в — шарообразную, г — шарообразную составную форму, дополнительные звенья (шары) которой, перемещаются по всей внутренней площади загиба тонкостенной трубы. Такие дорны поддерживают стенку трубы в месте изгиба, придают форме загиба круглую форму и даже выравнивают неглубокие складки (гофры).
Метод работы на таком трубогибе следующий: трубу устанавливают в канавку (ручей) гибочного шаблона и прижимают трубу к шаблону с помощью зажима 2, имеющего канавку, равную наружному диаметру трубы (см. рисунок 4).
Затем регулируют ползун 3, с помощью которого труба прижимается вов время гибки к гибочному шаблону 1. Затем шаблону 1 придаётся вращательное движение (вручную или с помощью двигателя с редуктором) и при вращении шаблон увлекает за собой трубу, которая находясь в канавке (ручье) между шаблоном 1 и ползуном 3, стаскивается с дорна и изгибается наматыванием на шаблон, на необходимый угол и радиус.
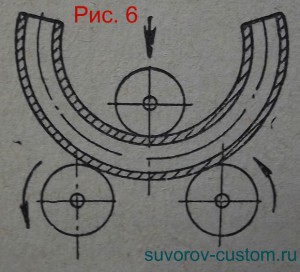 Для гибки труб сравнительно большой длины с большим радиусом гиба (по кольцу или спирали) применяются трубогибы, работающие по схеме вальцевания (вальцев). Cхема работы показана на рисунке 6.
Для гибки труб сравнительно большой длины с большим радиусом гиба (по кольцу или спирали) применяются трубогибы, работающие по схеме вальцевания (вальцев). Cхема работы показана на рисунке 6.
На таких трубогибочных станках труба увлекается силами трения в направлении вращения роликов, и на выходе приобретает кривизну, которая определяется взаимным расположением роликов.

Подобные станки могут быть и с четырьмя роликами, но наиболее распространённые с тремя роликами, и они показаны на фотографиях слева — ручной, и ниже — с электроприводом.

Ролики естественно имеют канавки (ручьи), радиусы которых соответствуют наружным радиусам трубы. А глубина каждой канавки роликов, немного меньше половины диаметра трубы (на 1 — 5 мм — зависит от диаметра трубы), чтобы хорошо прижимать трубу. При способе гибки такими трубогибами, можно гнуть трубы с наименьшим радиусом R = 6Dнаруж.
А если заменить канавочные ролики (под круглую трубу) обычными плоскими роликами, которые намного легче изготовить, то таким трубогибом можно будет гнуть не круглую, а профильную трубу.

Кстати такой трубогиб несложно сделать самостоятельно, используя в качестве рамы куски швеллеров подходящей длины и ширины, и используя отрезки профильной трубы. Пример такого самодельного трубогиба показан на фото слева.
Конечно же выбор трубогиба зависит от его цены, и как правило наиболее универсальные трубогибочные станки, позволяющие гнуть не только толстостенные, но и тонкостенные трубы (для выпускной системы) стоят не дёшево. Но на первых порах, начинающим кастомайзерам советую приобрести простейший трубогиб, позволяющий гнуть толстостенные трубы для рамы, а выпускную систему собирать (сваривать) из готовых уже загнутых автомобильных выпускных труб, которые сейчас уже можно найти в продаже уже загнутыми на разные радиусы.
И отрезая и стыкуя между собой обрезки загнутых труб (и прихватывая их сваркой), можно сделать выпускную систему практически любой формы. И после шлифовки и полировки сварочных швов, выпускные трубы будут смотреться как цельные.
А по мере накопления средств, всё же советую купить станок для гибки труб (трубогиб) подороже, работающий по способу наматывания и позволяющий гнуть и тонкостенные трубы, успехов всем.