
Более универсальный рассухариватель клапанов.
В статье про рассухариватель клапанов для ВАЗовских машин, которую можно найти вот тут, я описал как можно изготовить удобные приспособления для рассухаривания клапанов головок наших отечественных передне и заднеприводных автомобилей. В этой же статье, мы рассмотрим как изготовить более универсальный рассухариватель, который подойдёт для разных машин, в том числе и иномарок.
Как я уже говорил, в прошлой статье был показан рассухариватель для головок двигателей ВАЗ, который кстати подойдёт и для некоторых иномарок, у которых газораспределительный механизм с верхним распределительным валом, с верхними рычагами-рокерами или толкателями — система ОНС.
Ну а в этой статье мы рассмотрим более универсальный рассухариватель для большинства головок автомобилей с нижним распредвалом (OHV) и так же он подойдёт и для головок более современных мощных машин с двумя верхними распределительными валами — система DOHC.
Это приспособление не подойдёт только для таких иномарок, у которых в головке верхний распредвал с толкателями (как на наших переднеприводных ВАЗах). И если у вас иномарка примерно с таким клапанным механизмом как у наших переднеприводных машин, то просто кликните по ссылке в начале текста и начинайте делать рассухариватель, как описано в первой статье.
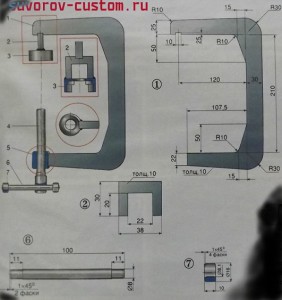
Детали рассухаривателя клапанов.
1 — струбцина, 2 — П-образная пластина, 6 — шток винта, 7 — упорная втулка штока.
Итак приступим к изготовлению. Естественно и у этого рассухаривателя основой является мощная скоба, вырезанная из листового металла толщиной 10 — 12 мм, и если у кого то нет знакомого фрезеровщика или плазменного резака, то придётся повозиться с «болгаркой». А в труднодоступных местах (радиусы внутри скобы) можно пустить в ход дрель со свёрлами и затем твёрдосплавными шарошками.
Так же здесь не обойтись и без токарных работ, для вытачивания тела опоры и гайки, ну и винта, но можно использовать и обычный покупной болт. В идеале конечно заказать токарю не обычную резьбу в гайке и винте, а упорную (как на тисках). Тогда рассухариватель прослужит долго.
Как показала практика, в таких приспособлениях самое слабое место это именно винт и гайка. И если на них нарезана резьба при помощи обычного метчика и плашки, то эта резьба даже на новом приспособлении получает такие поля допусков, что получается ощутимый люфт, который по мере износа будет постоянно увеличиваться. И винт приобретает излишнюю свободу перемещения и при зажиме начинает скользить по тарелке клапана, смещаясь в сторону, это напрягает и нервирует.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
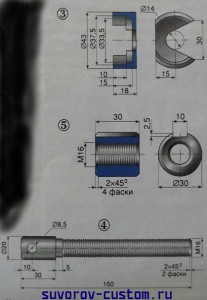
Винт 4, гайка 5 и упор 3 рассухаривателя клапанов.
Поэтому желательно заранее позаботиться, чтобы исключить дальнейшие неудобства и попросить токаря нарезать резьбу резцом, как на гайке, так и на винте. К тому же с достаточно большим диаметром, (не 12 или 14 мм, а именно 16 мм) такая резьба будет служить достаточно долго.
После токарных работ нужно будет изготовить П-образную пластину 2, которая затем приваривается к скобе. Далее нужно будет в упоре 3 выбрать паз болгаркой (в конце лучше доработать паз напильником). Обработку паза можно делать и после того, как П образная пластина 2 будет приварена к упору 3. Во всём этом деле (при сварке) главное, чтобы и выпелинный паз в упоре и сам упор 3 и П образная пластина, и винт 4 с гайкой 5 при сборке всего рассухаривателя оказались строго соосны (на одной линии).
Вот вроде бы и все нюансы изготовления более универсального рассухаривателя клапанов, который я надеюсь поможет легко и быстро разобрать и собрать клапанный механизм и превратит ремонт головки или притирку клапанов в удовольствие; успехов всем.