
Газовая сварка алюминия и его сплавов.
Газовая сварка алюминия — это хорошая альтернатива дорогой аргонно-дуговой сварке. Оборудование газовой сварки может быть аж в десять раз дешевле современного аргонно-дугового аппарата, с обеими функциями переменного и постоянного тока (подробнее о нём в этой статье). И тем не менее качество шва может не намного уступать дорогому аргонно-дуговому аппарату. Алюминий и его сплавы хорошо свариваются газовой сваркой. И даже всемирно признанный авторитет в обработке листового металла Ронн Ковель, в своих видео-уроках по изготовлению бензобаков для чёппера из алюминия, не смотря на наличие дорогого аргонно-дугового аппарата известной американской фирмы «Миллер Электрик», варит алюминиевый бензобак обыкновенной газовой горелкой. А вообще рекомендую сначала научиться варить алюминий газовой сваркой, и только после этого приобретать дорогой аргонно-дуговой сварочный аппарат и начинать учиться варить на нём. Опыт и навыки газовой сварки непременно пригодятся вам при обучении сварке в среде аргона.
Особенность сварки алюминия и его сплавов состоит в образовании очень тугоплавкой плёнки окиси алюминия(AL2O3), которая располагается на поверхности жидкого металла сварочной ванны.Парадокс состоит в том, что температура плавления алюминия всего 657°С, а температура плавления окисной плёнки аж 2060°С. Эта плёнка окиси препятствует сплавлению частиц металла и обязательно должна удаляться с помощью флюса. Газовую сварку алюминиевых сплавов наиболее целесообразно применять для толщин от 1 до 5 мм. Она даёт хорошие результаты при правильном выборе режима сварки, наличии навыков у сварщика и применения флюсов, которые хорошо растворяют окись алюминия.
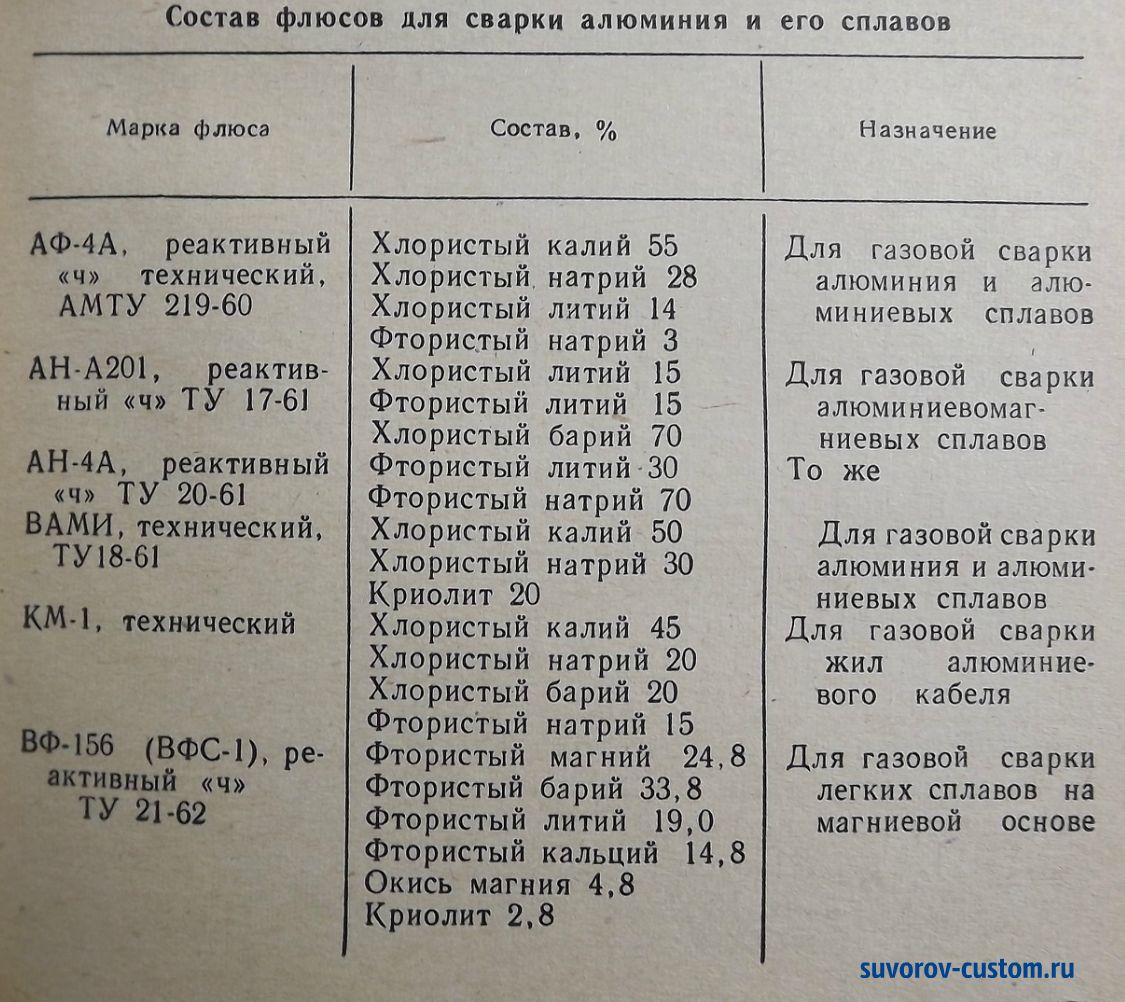
флюсы для газовой сварки алюминия.
Важное значение имеет правильный выбор мощности пламени, так как плёнка окиси алюминия полностью закрывает сварочную ванну и мешает сварщику контролировать начало расплавления металла. При слишком мощном пламени этот момент может быть упущен и тогда в месте сварки образуется сквозное проплавление металла, которое трудно поддаётся исправлению. В зависимости от толщины металла, мощность пламени при сварке алюминия и его сплавов должна быть : при толщине металла в 0,5 — 0,8 мм расход ацетилена 50 дм³/ч; при толщине 1 мм расход ацетилена 75 дм³/ч; при толщине 1,2 мм 75 — 100 дм³/ч ; при толщине 1,5 — 2 мм 150 — 300 дм³/ч; при толщине 3 — 4 мм 300 — 500 дм³/ч.
Флюсы . Для сварки алюминия разработано множество флюсов и основные из них приведены в таблице. Флюс наносят на зачищенные от грязи и окислов кромки металла и присадочную проволоку, составы флюсов наносят в виде пасты или порошка. Входящие в состав флюса хлористые соли, например лития, отнимают кислород от окиси алюминия, а фтористые соединения растворяют в расплавленном состоянии окись алюминия. Все флюсы для сварки алюминия гигроскопичны, то есть жадно поглощают влагу, и поэтому должны храниться в герметичных стеклянных банках, и готовить флюс желательно небольшими порциями, в соответствии с фактическим расходом флюса на сварку. После сварки остатки флюса необходимо тщательно удалять промывкой жёсткой щёткой в горячей воде, так как остатки флюса вызывают коррозию шва.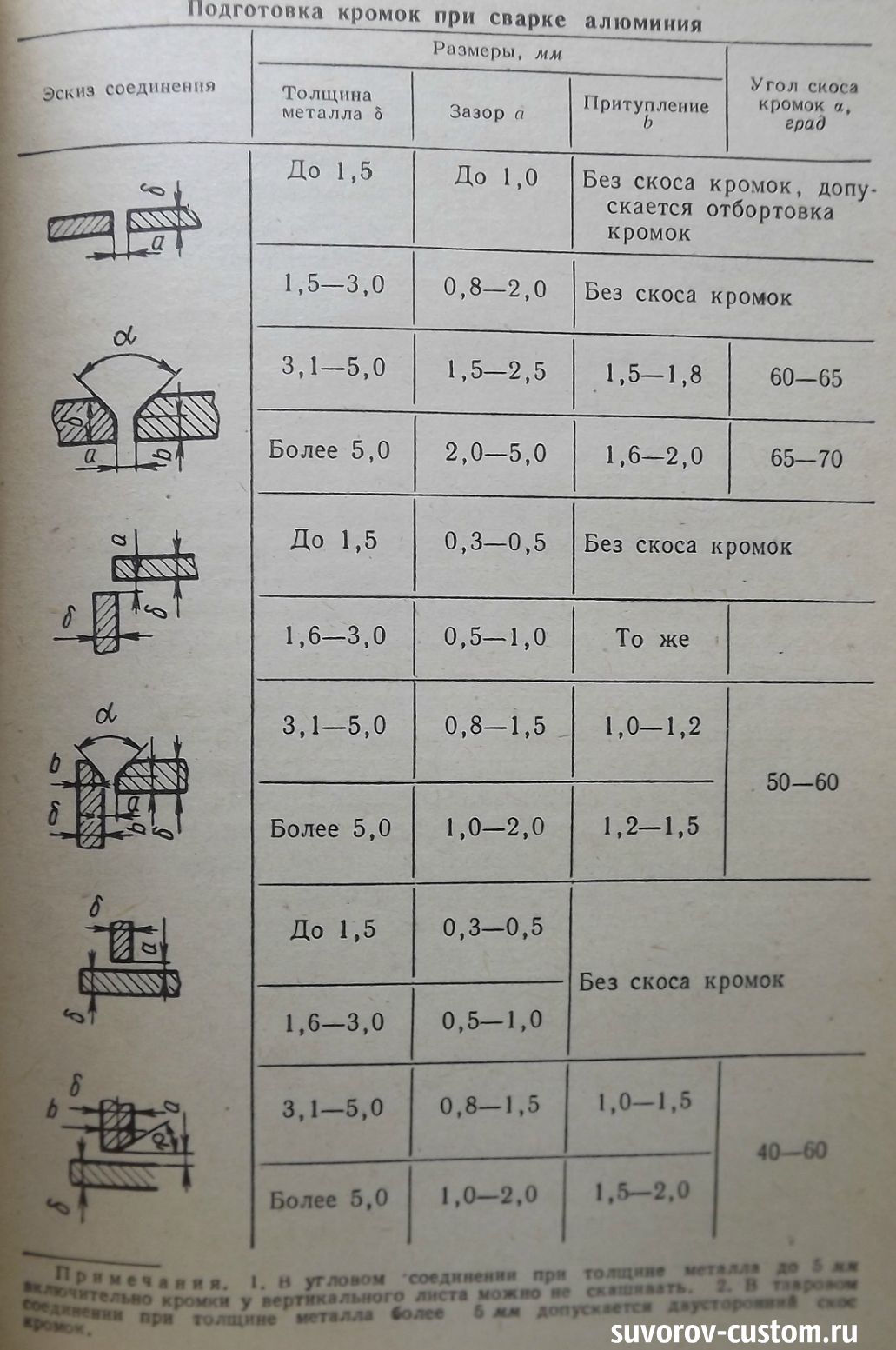
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
В таблице по подготовке кромок показаны способы и углы подготовки кромок при газовой сварке алюминиевых сплавов. Листы толщиной менее 1,5 мм можно сваривать с отбортовкой кромок. Соединений в нахлёстку следует избегать из за опасности затекания флюса между листами и последующей коррозии соединения, да и не шов это, когда соединяют детали внахлёст. Я считаю что листы должны соединяться только встык и на одном уровне, только тогда после проковки и шлифовки шва можно добиться качества однородной детали.
Не смотря на применение флюса, желательно перед сваркой кромки свариваемых деталей очистить промывкой в щелочном растворе, состоящем из 20 — 25 грамм едкого натра и 20-30 грамм углекислого натрия на 1 дм³ горячей воды(65°С), а затем кромки промывают в воде комнатной температуры. Сплавы АМц и АМг ещё и желательно протравить перед сваркой в 25%-ном растворе ортофосфорной кислоты, а сплавы Д и АМг можно протравить в 15%-ном растворе азотной кислоты. После травления кромки промывают в тёплой воде и насухо вытирают. Во избежание нового окисления, металл сваривают не позже 8 часов после указанной подготовки. Хотя сейчас в крупных городах можно найти фирменные флюсы, с которыми травление кромок перед сваркой можно не делать.
Присадочная проволока. Для газовой сварки алюминия и его сплавов предусмотрено 12 марок проволоки диаметром от 1 до 12 мм. Применяют проволоку из чистого алюминия марок А0 и А1 химического состава — 55 ; из алюминия марок АД, АД1 и алюминиевых сплавов марок АМц, АМг, АМг5п, АК, АМгЗ, АМг5В, АМг6, Д20 химического состава 49( по ГОСТ). Проволока для газовой сварки алюминия поставляется в бухтах в нагартованном состоянии, чистой, гладкой, без грубых следов протяжки, трещин, расслоений и вмятин. На поверхности проволоки не допускаются белые и тёмные пятна с шероховатой поверхностью, являющиеся признаком коррозии. Допускаются белые и тёмные пятна без шероховатостей, а так же цвета побежалости, которые являются следствием отжига проволоки.
Для сварки алюминия можно применять проволоку той же марки, что и свариваемый металл. При сварке термически обработанных алюминиевых сплавов и сплава АМц, лучшие результаты даёт применение проволоки АК, которая содержит 5% кремния, повышающего жидкотекучесть металла шва и даёт меньшую усадку. Для сплавов АМг не рекомендую применять проволоку АК, так как она снижает пластичность шва, лучше использовать проволоку АМг, с несколько большим содержанием магния, чем в основном металле. Для сварки литых алюминиевых деталей используйте проволоку АК, АМц или проволоку из чистого алюминия. Проволока из чистого алюминия подходит почти ко всем алюминиевым сплавам, но всё же советую использовать проволоку точно такого же сплава, что и свариваемый металл и вы не ошибётесь и шов будет качественным.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Алюминий и его сплавы сваривают левой сваркой, только восстановительным пламенем(о видах сварочного пламени читаем в этой статье) или с небольшим избытком ацетилена. Угол наклона мундштука горелки к поверхности свариваемого металла должен быть не более 45°. Для закрепления кромок делайте предварительные прихватки. Допускается лёгкая проковка шва в холодном состоянии. Литые алюминиевые детали рекомендую сваривать участками по 50 -60 мм и с предварительным подогревом до 200 — 250°С (особенно массивные детали). После сварки для получения и сохранения мелкозернистой структуры алюминия, литые детали подвергаем отжигу при температуре 300 — 350°С и затем медленно охлаждаем.