
Как делают жидкоштампованные поршни и их преимущество.
Любому водителю ясно, что надёжность и долговечность двигателя, его мощностные показатели, топливная экономичность, шумность, угар масла, и многие другие факторы, зависят от качества, технологии изготовления, а так же от конструкции поршня. Можно сказать, что поршень (поршни) — это главная деталь двигателя. И на каждом автомобильном заводе, целые армии инженеров и химиков, в отлично оснащённых лабораториях, прослеживают и постоянно усовершенствуют производство поршней, от стадии расплавления металла, до детали, готовой для установки на двигатель.
В современном мире, технологии производства поршней, могут существенно различаться. Да к тому же на рынках и в магазинах появляется всё больше левого товара, не способного пробежать и тысячу километров, и не один двигателист-ремонтник не застрахован от покупки деталей сомнительного качества. Но к всеобщему удивлению, даже фирменный литой поршень, изготовленный по обычной технологии, иногда может скрывать в себе опасные дефекты, невидимые снаружи. Например газовая раковина (пузырёк) в теле днища поршня, является своеобразной миной замедленного действия. И поршень с таким скрытым дефектом, иногда может прослужить долго (обычно в Европе). Но стоит заправить машину бензином плохого качества, который к сожалению часто встречается на отечественных заправках, и поршень прогорает, и именно в месте дефекта (пузырька).
Вот именно поэтому, многие фирмы изготавливающие высококачественные поршни, сейчас начали применять технологии, которые ещё при формировании заготовки, исключают литейный брак (пузыри и каверны). Один из таких процессов производства я уже описывал, и о нём советую почитать вот здесь.
Но существует ещё одна технология — литьё с кристаллизацией под давлением, это так называемая жидкая штамповка (похожий способ начали применять японцы, при литье алюминиевых рам спортивных мотоциклов). И что меня особенно радует, это то, что пионером этой технологии, стало наше отечественное предприятие ОАО «Элион» из города Зеленограда, которое уже на протяжении нескольких лет, разрабатывает, совершенствует и выпускает жидкоштампованные поршни для двигателей не только автомобилей, но и для сельхоз-техники.
И в отличие от обычной технологии литья металла в кокиль (форму), здесь расплавленный алюминиевый сплав заполняет форму и кристаллизуется (застывает) под очень высоким давлением, порядка от 150 до 300 мега-паскалей (МПа), и это давление создаётся не компрессором, а специальным гидропрессом. Из-за этого механические свойства застывшего металла повышаются на 15-20%, а термостойкость поршня возрастает в 2 раза. Ну и что самое главное, при таком процессе невозможно появление таких литейных дефектов как пористость застывшего алюминиевого сплава и наличие в нём газовых раковин и пузырьков.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Благодаря такой технологии, очень эффективно удаётся упрочнить наиболее нагруженные зоны поршня специальными вставками, и даже керамическими. Это позволяет намного повысить ресурс двигателя, и стабилизировать мощностные и другие показатели на весь срок службы мотора. Эта же технология позволила исключить полностью неспайку вставки под верхнее поршневое кольцо (вставки в поршень из различных металлов применяются для усиления поршня, особенно на турбо-дизельных моторах). Проведённые в лаборатории испытания показали, что усилие отрыва вставки от основного сплава поршня, повысилось в 2,6 раза, по сравнению с обычными кокильными поршнями.
Многим двигателистам и металлургам, известно неприятное свойство литейного сплава, как рост размера поршня, при прохождении определённого времени, то есть в структуре отлитого металла или сплава, происходят постепенные изменения и его объём увеличивается. Из за этого, ещё на стадии разработки моторов, инженеры увеличивают зазоры между поршнем и гильзой, и это дополнительно к тепловым зазорам. Естественно при повышении зазоров, увеличивается прорыв газов и теряется мощность и КПД двигателя.
Но структура сплава, полученного при литье и кристаллизации под давлением (жидкой штамповке) почти не имеет вредного свойства увеличения объёма. А это значит, что зазоры можно уменьшить и к тому же ещё и улучшить профиль наружной поверхности поршня. Из-за этого существенно улучшаются гидродинамические свойства пары трения поршень-цилиндр, и от этого естественно снижается угар (расход) масла и чище становится выхлоп автомобиля.
Токсичность выхлопных газов может быть довольно большая, если кольцевое пространство между гильзой цилиндра и жаровым поясом верхней части поршня (жаровой пояс — это расстояние от днища до верхнего компрессионного кольца) имеет большой объём (вредный объём). Уменьшить этот объём можно, если приблизить верхнее компрессионное кольцо к днищу поршня и сократив так же зазор между верхней частью поршня и стенкой гильзы. Однако из за этого может возникнуть опасность повышенного износа между кольцом и его канавкой, а также между кольцом и гильзой из-за роста температуры от повышенного трения, что даже может привести к задирам или заклиниванию поршня.
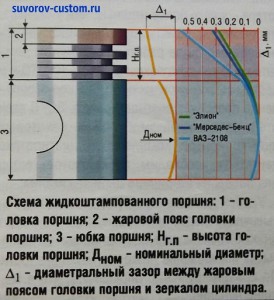 Но производство жидкоштампованных поршней, позволило намного сократить вредные объёмы (и зазоры) без ущерба для надёжности мотора и его ресурса. Это можно увидеть на графике — посмотрите на величину зазора между зеркалом гильзы цилиндра и жаровым поясом верхней части поршня (головки поршня). Видно, что у обычного поршня двигателя Жигулей восьмёрки, зазор составляет 0,55 мм, а у жидкоштампованного поршня зазор равен всего 0,28 мм, то есть вдвое меньше. Замечу, что конструкция такого поршня запатентована (№ патента 2112888).
Но производство жидкоштампованных поршней, позволило намного сократить вредные объёмы (и зазоры) без ущерба для надёжности мотора и его ресурса. Это можно увидеть на графике — посмотрите на величину зазора между зеркалом гильзы цилиндра и жаровым поясом верхней части поршня (головки поршня). Видно, что у обычного поршня двигателя Жигулей восьмёрки, зазор составляет 0,55 мм, а у жидкоштампованного поршня зазор равен всего 0,28 мм, то есть вдвое меньше. Замечу, что конструкция такого поршня запатентована (№ патента 2112888).
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
При производстве жидкоштампованных поршней, чтобы не испортить преимущества такой технологии, механическую обработку поршней проводят на очень высокоточном оборудовании, где весь процесс и качество готового изделия контролирует электроника. После обработки поршня, на его юбку наносится специальное покрытие на основе дисульфида молибдена (подобное покрытие используют на поршнях двигателей самолётов). В результате нанесения этого покрытия, намного снижается трение между поршнем и цилиндром, и снижается вероятность задиров при экстремальных условиях эксплуатации, а так же при обкатке мотора. О подобном покрытии я уже писал, а так же как его нанести в домашних условиях, и об этом желательно почитать вот в этой статье.

Отмечу, что все вышеперечисленные технические решения прошли проверку во многих лабораториях, а так же на гоночных трассах и довольно успешно. И машина с такими поршнями выиграла кубок России по автогонкам в формуле 1600. И радует, что уже внедрены в производство жидкоштампованные поршни для полторалитровых двигателей отечественных Жигулей, и они уже появляются в продаже. Жидкоштампованные поршни имеют сертификат соответствия, который был выдан после испытаний на Дмитровском автополигоне НИЦИАМТ.