
Как отремонтировать коленвал мотоцикла, чтобы намного увеличить его ресурс.
В прошлой статье о ремонте коленвала, которую можно почитать вот здесь, я описал как и с помощью чего можно отремонтировать застучавший коленвал (кривошип) двигателя мотоцикла. Отремонтированный таким способом коленвал, «пробежит» как и новый заводской кривошип, примерно 15 — 20 тысяч км. Но согласитесь, это не так уж и много, если смотреть по автомобильным меркам или по меркам мотоциклов иномарок. В этой статье мы рассмотрим, как отремонтировать коленвал мотоцикла другим способом, чтобы существенно увеличить его ресурс.
 Здесь будет описываться ремонт коленвала оппозитного отечественного двигателя мотоцикла, но по такому же принципу можно осуществить ремонт любого кривошипа, в том числе и иномарок.
Здесь будет описываться ремонт коленвала оппозитного отечественного двигателя мотоцикла, но по такому же принципу можно осуществить ремонт любого кривошипа, в том числе и иномарок.
Конечно же описываемый в этой статье ремонт будет сложнее выполнить (к тому же потребуется грамотный токарь), чем обычный ремонт коленвала, который я описал в первой статье. Но игра стоит свеч, так как пробег двигателя, с восстановленным таким способом кривошипом, увеличится в несколько раз, ведь ролики подшипника нижней головки шатуна, будут прокатываться по более твёрдой поверхности, чем в обычном заводском варианте, но об этом более подробно чуть ниже.
Для начала коленвал нужно извлечь из двигателя, и разобрать (распрессовать) его. Как это сделать и с помощью чего, мне нет смысла здесь писать, так как я описал это в первой статье, и нужно всего лишь кликнуть по ссылке в начале текста и почитать, а затем вернуться в эту статью.
Когда разберёте коленвал и у вас в руках окажутся шатуны, (пометьте их сразу, где правый а где левый, если нет заводских меток) ремонт следует начать с замены бронзовых втулок верхней головки шатуна, так как к моменту износа подшипника нижней головки шатуна, бронзовые втулки тоже изношены.
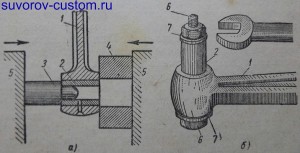
Выпрессовка изношенной втулки, с помощью приспособлений.
а — выпрессовка при помощи тисков, б — выпрессовка при помощи болта.
1 — шатун, 2 — бронзовая втулка, 3 — оправка, 4 — вспомогательная втулка, 5 — губки тисков, 6 — болт, 7 — шайба.
Способов извлечения бронзовых втулок несколько, например как на рисунке слева, но бывает, что они за долгие годы работы как бы «прирастают» к верхней головке шатуна, и извлечь их с помощью простых приспособлений, показанных на рисунке 1, не всегда удаётся. В таком случае придётся обратиться к знакомому токарю, чтобы он нежно зажал шатун в патроне токарного станка и просто сточил резцом изношенные бронзовые втулки.
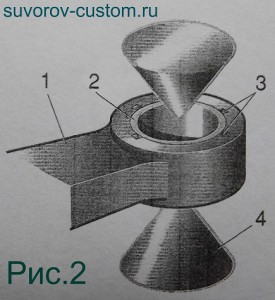
Развальцовка втулок с помощью конусов.
1 — шатун, 2 — бронзовая втулка, 3 — пропиленные пазы в головке шатуна, 4 — конус для развальцовки.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
После удаления из верхней головки шатунов изношенных бронзовых втулок, на гранях верхней головки полезно будет пропилить с каждой стороны по 4 паза, как на рисунке 2. Эти пазы позволят надёжно зафиксировать от проворота бронзовую втулку в верхней головке шатуна, с помощью двух конусов, которыми после запрессовки втулки, обжимают её с двух сторон (см. рисунок 2).
А чтобы втулка легче запрессовалась в отверстие верхней головки шатуна, полезно на её наружных гранях (торце втулки) сделать надфилем заходную фаску (по кругу). Обжимать втулки конусами, после их запрессовки, можно будет в обычных слесарных тисках.
После запрессовки бронзовых втулок (в оба шатуна) шатун с втулкой зажимают и тщательно центруют в патроне токарного станка и затем растачивают под ремонтный поршневой палец, оставив припуск примерно в 0,3 мм, на обработку отверстия втулки ручной развёрткой (требуемый точный зазор между втулкой и поршневым пальцем, уточняем в мануале конкретного вашего двигателя) .
Как правильно развернуть развёрткой отверстия бронзовых втулок верхней головки шатуна, советую почитать вот в этой полезной статье. Теперь останется всего лишь просверлить в бронзовых втулках отверстия для смазки поршневого пальца.
Восстановив верхние головки шатунов, теперь следует заняться нижними головками шатуна. Опять же в патрон токарного станка очень нежно, чтобы не деформировать нижнюю головку шатуна, зажимаем нижнюю часть шатуна, и тщательно проверяем, чтобы шатун был зажат строго перпендикулярно оси патрона станка.
Теперь нужно будет отверстие нижней головки шатуна, расточить под запрессовку наружной обоймы подшипника №2505 (роликовый подшипник от коленвала Планеты ИЖа). Причём растачиваем отверстие головки так, чтобы обойму подшипника можно было запрессовать с небольшим натягом (натяг 0,03 — 0,05 мм). То есть диаметр расточенного отверстия нижней головки шатуна, должен быть чуть меньше наружного диаметра обоймы подшипника, на 0,03 — 0,05 мм.
После расточки отверстия нижней головки шатуна, наружную обойму от подшипника №2505 нужно будет запрессовать в расточенное отверстие шатуна. Для облегчения запрессовки, обойму подшипника помещаем на пару часов в морозильную камеру холодильника, а перед самой запрессовкой обоймы, нижнюю головку шатуна немного нагреваем на газовой плите, до такой температуры, когда капли воды начнут быстро испаряться с поверхности шатуна (примерно не более 150 градусов). Больше 150 градусов нагревать не рекомендую. Эта температура на шатун не повлияет, но она достаточна для лёгкой запрессовки.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
После запрессовки обоймы, так как ширина её немного больше ширины нижней головки шатуна, выступающие излишки обоймы, нужно будет срезать на токарном станке, подрезным резцом из твёрдого сплава. После этого все операции проделываем со вторым шатуном, и закончив с шатунами, переходим к модернизации шатунной шейки коленвала.
 Той стороной, на которую указывает цифра 1 на рисунке 3, шатунную шейку зажимаем в патроне токарного станка, и затем протачиваем её изношенную поверхность до такого диаметра, чтобы он был больше всего на 0,01 — 0,02 мм., чем внутренний диаметр внутренней обоймы от подшипника того же Ижа (подшипника под №2505). То есть натяг неподвижной посадки внутренней обоймы, на проточенную шатунную шейку, будет небольшой — всего 0,01 — 0,02 мм и этого достаточно.
Той стороной, на которую указывает цифра 1 на рисунке 3, шатунную шейку зажимаем в патроне токарного станка, и затем протачиваем её изношенную поверхность до такого диаметра, чтобы он был больше всего на 0,01 — 0,02 мм., чем внутренний диаметр внутренней обоймы от подшипника того же Ижа (подшипника под №2505). То есть натяг неподвижной посадки внутренней обоймы, на проточенную шатунную шейку, будет небольшой — всего 0,01 — 0,02 мм и этого достаточно.
Но прежде чем напрессовывать внутреннюю обойму на проточенную шатунную шейку, следует обойму немного доработать, как показано на рисунке 3. То есть с помощью тонкого диска «болгарки» на торцах обоймы с каждой стороны следует сделать пазы 6. Эти пазы будут способствовать поступлению смазки к роликам подшипника из полости шатунной шейки (во время работы двигателя).
Ведь расстояние между смазочными каналами 2 в шатунной шейке, равно ширине внутренней обоймы (см. рисунок 3). Только при напрессовке обоймы, следует проследить, чтобы каналы 2 в шатунной шейке и пропиленные пазы 6 в обойме сошлись после напрессовки обоймы. Это важно для нормального поступления смазки к подшипнику. Для облегчения напрессовки обоймы на шейку, её полезно охладить в морозилке, а обойму немного нагреть, тогда и легче будет «поймать» (при напрессовке) стыковку пазов 6 обоймы и смазочных каналов 2 в шейке.
После этого нужно будет выточить из низкоуглеродистой стали (чтобы легче их прихватывать электросваркой) две запорные втулки 5. Их внутренний диаметр на 0,05 мм меньше наружного диаметра шатунной шейки, чтобы напрессовать запорные втулки с натягом в 0,05 мм на горячую неподвижную посадку. Для большей надёжности запорные втулки желательно прихватить электросваркой 7.
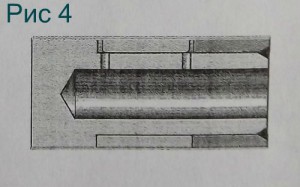 После напрессовки на шейку внутренней обоймы подшипника и запорной втулки 5, их следует проточить, как показано на рисунке 4 (а затем отполировать проточенную обойму) , но протачиваемый диаметр должен получиться из расчёта рабочего зазора подшипника. Как рассчитать рабочий зазор в подшипнике читаем ниже.
После напрессовки на шейку внутренней обоймы подшипника и запорной втулки 5, их следует проточить, как показано на рисунке 4 (а затем отполировать проточенную обойму) , но протачиваемый диаметр должен получиться из расчёта рабочего зазора подшипника. Как рассчитать рабочий зазор в подшипнике читаем ниже.
Теперь остаётся собрать подшипник и обязательно проверить его рабочий зазор. Так как после запрессовки в отверстие нижней головки шатуна, наружная обойма подшипника чуть уменьшилась в диаметре, а внутренняя обойма подшипника, после напрессовки её на шатунную шейку, немного увеличилась в своём наружном диаметре. И если попытаться собрать подшипник с такими обоймами, то вместо рабочего зазора получится натяг.
При таком сопряжении подшипника, он сгорит в первые минуты работы двигателя. Чтобы не возникла такая неприятность, есть два способа исключить это. Первый способ — это использовать ролики чуть меньшего диаметра (поискать в продаже другой подшипник с роликами чуть меньшего диаметра), или использовать чуть изношенные бэушные ролики.
Насколько чуть меньшего диаметра — это зависит от рабочего зазора. Я уже писал в первой статье, что этот рабочий зазор составляет примерно от 0,01 до 0,02 мм, меньше нельзя. Как рассчитать этот зазор, читаем далее.
Для определения точного зазора в подшипнике, замеряем микрометром наружный диаметр напрессованной на шатунную шейку внутренней обоймы подшипника, и затем замеряем индикаторным нутромером внутренний диаметр запрессованной в шатун наружной обоймы подшипника. Далее от большего диаметра отнимаем меньший, и получившееся число должно быть на 0,01 — 0,02 мм больше диаметра ролика, но никак не равно (или меньше).
Если не удастся найти ролики меньшего диаметра (на 0,01 — 0,02 мм), то тогда следует расточить эльборовым резцом наружную обойму в нижней головке шатуна. Или обработать на круглошлифовальном станке наружную поверхность напрессованной на шейку внутренней обоймы подшипника и запорной втулки, до нужного диаметра, который позволит получить требуемый рабочий зазор подшипника.
Можно просто проточить обойму на токарном станке до нужного диаметра, а затем отполировать её. Чем лучше будет полировка, тем больше будет ресурс подшипника.
Остаётся собрать коленвал на прессе и отцентровать его. Как это сделать я описал в первой статье, про ремонт коленвала обычным способом (ссылка в самом начале текста). Замечу, что срок службы отремонтированного таким способом кривошипа, в несколько раз больше, чем у нового заводского коленвала.
Так как ролики подшипника теперь будут прокатываться не по поверхности шатунной шейки, сделанной из обычной конструкционной стали, всего лишь цементированной, а по очень твёрдой поверхности обойм подшипников, и эти обоймы намного твёрже обычной стали, улучшенной цементацией.
И таким способом можно отремонтировать и значительно увеличить ресурс любого изношенного коленвала мотоцикла, в том числе и импортного, или редкого антикварного, ведь подшипников сейчас море и можно найти любой диаметр (как не запутаться в подшипниках и их маркировке, советую почитать вот здесь); удачи всем.