
Ремонт коленвала (кривошипа) двигателя мотоцикла.
Коленвалы мотоциклов бывают двух типов: первый — с подшипниками качения (роликовыми), и второй — с подшипниками скольжения (вкладышами). Со вторыми намного проще — разобрал шатуны (их нижние головки) — шлифанул шейки вала и собрал с новыми ремонтными вкладышами. Намного сложнее обстоят дела с первым типом коленвала, и многие владельцы мотоциклов, не смотря на немаленькую цену кривошипа, покупают новый, а изношенный старый просто выбрасывают. Ну а что же делать владельцам тех мотоциклов, коленвал которых не так то просто найти в продаже, например антикварных или редких моделей (например наш надёжный К-750 или М-72). В этой статье мы рассмотрим, как можно восстановить коленчатый вал (кривошип) подобного типа своими силами.
 Застучавший и подлежащий ремонту кривошип, ни в коем случае нельзя эксплуатировать до образования в подшипнике нижней головки шатуна большой выработки (большого зазора), которая вызывает при работе двигателя сильный стук. При сильном стуке и продолжительной работе двигателя, на трущихся поверхностях кривошипного пальца, на поверхности нижней головки шатуна и на роликах образуются сильные повреждения и выкрашивания .
Застучавший и подлежащий ремонту кривошип, ни в коем случае нельзя эксплуатировать до образования в подшипнике нижней головки шатуна большой выработки (большого зазора), которая вызывает при работе двигателя сильный стук. При сильном стуке и продолжительной работе двигателя, на трущихся поверхностях кривошипного пальца, на поверхности нижней головки шатуна и на роликах образуются сильные повреждения и выкрашивания .
В таком случае, ремонт будет намного сложнее, а палец и шатун не удастся отремонтировать и их придётся выкинуть. А если двигатель редкой модели, то найти в продаже новый палец и шатун не так то просто. Поэтому при появлении первого, даже не сильного стука, такой двигатель желательно уже не эксплуатировать, а заняться ремонтом. В этом случае, ремонт можно будет сделать намного легче.
Разборка коленвала (кривошипа).
У коленвала первого типа любого мотоциклетного двигателя, основным изнашивающимся узлом, отремонтировать который сложно, является роликовый подшипник нижней головки шатуна. И для ремонта этого подшипника, нужно отделить шатун от коленвала. А чтобы снять шатун с неразборной нижней головкой, коленвал необходимо распрессовать, так как такие кривошипы собирали на заводе с прессовой (неподвижной) посадкой.
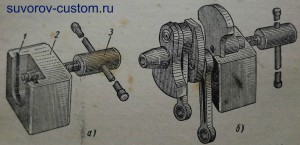
Распрессовка коленвала двухцилиндрового оппозитного двигателя.
а — съёмник для распрессовки, б — установка кривошипа в съёмник. 1 — паз, 2 — корпус съёмника, 3 — винт с упорной резьбой.
Для распрессовки кривошипа может потребоваться гидравлический пресс или специальный резьбовой съёмник, такой как на рисунке слева. Размеры такого съёмника естественно зависят от размеров щёк коленвала (кривошипа). С помощью съёмника захватывают наружную щёку коленвала (см. рисунок), установив её в специальные проточки в корпусе съёмника, а винт съёмника, диаметром 27 мм с упорной резьбой, упирают в кривошипный палец (между винтом и пальцем желательно подложить медную, латунную или бронзовую шайбу).
Для двухтактных двигателей, у которых щёки коленвала имеют круглую форму, съёмник изготавливают немного другой, исходя из размеров круглых щёк конкретного двигателя. Но принцип одинаковый.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Но если у вас очень старый двигатель, то усилия такого съёмника может и не хватить, так как за долгие годы совместной жизни, детали кривошипа буквально срастаются между собой.
В таком случае полезно будет немного нагреть щёки кривошипа, но несильно (примерно до быстрого испарения капель воды с поверхности). И после этого опять попробовать крутить винт съёмника, и в этот момент обстукивать щёки (по кругу) медным молотком. Если и это не поможет, тогда следует воспользоваться гидравлическим прессом.
При использовании пресса, следует установить с двух сторон под наружную щеку коленвала две болванки, а шток пресса упереть в палец кривошипа, через шайбу из латуни или бронзы. Но усилие пресса не должно превышать 50 тонн (лучше начинать с 10 тонн, постепенно увеличивая усилие, если палец не поддаётся), иначе большее усилие может привести к искривлению деталей кривошипа, и впоследствии отцентровать такой коленвал впоследствии не получится.
При приложении усилия пресса, если палец не начал сдвигаться относительно щеки, то в таком случае не следует увеличивать усилие, а нужно начать обстукивать медным молотком щеку кривошипа. Только работать следует аккуратно, и беречь руки, так как палец может внезапно выстрелить из щеки.
Коленвал (кривошип) двигателя К-750 или М-72.
Коленвалы двухцилиндровых двигателей таких мотоциклов (да и других тоже, например мотоцикла УРАЛ), состоят из двух крайних щёк, изготовленных как одно целое с коренными шейками (цапфами, и благодаря им — кривошип висит в коренных подшипниках картера). Так же коленвал состоит ещё из средней щеки и двух кривошипных пальцев.
Причём один конец у кривошипных пальцев, слегка обработан (сошлифован) на конус (конусность равна 1 к 140) и наружная поверхность пальца цементирована. Эти конусные концы кривошипных пальцев, запрессованы в крайние щёки, а их цилиндрические концы запрессованы в среднюю щеку. И внутренней обоймой роликового подшипника нижней головки шатуна, по которой прокатываются ролики, служит наружная поверхность пальца (двух пальцев, так как мотор двухцилиндровый).
Ну а наружной обоймой роликового подшипника, является шлифованная, а затем цементированная и закалённая внутренняя поверхность нижней головки шатуна. И между наружной поверхностью пальца и внутренней поверхностью нижней головки шатуна, находятся 12 роликов, зафиксированных сепаратором из дюралюминия.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Когда коленвал будет разобран (распрессован), можно установить ремонтные ролики увеличенного диаметра, а можно установить новый шатун, новый палец (тоже можно увеличенного диаметра) и новые ролики. При любых установках, следует стремиться обеспечить радиальный зазор в подшипнике, в пределах от 0,01 до 0,02 мм — это даст гарантию нормальной работы подшипника. И если будут меняться шатуны и пальцы, то следует проверить, чтобы их вес был абсолютно одинаковый.
Но как я уже говорил выше, если вовремя прекратить эксплуатировать застучавший кривошип, и вовремя начать ремонтировать его, то обычно пальцы и шатуны оставляют родные, и достаточно установить только ремонтные подшипники, с увеличенным диаметром роликов, но учитывая зазоры в подшипнике, приведённые выше — это важно.
Если зазор в подшипнике будет чуть более 0,02 мм, то срок службы роликового подшипника уменьшится, но всё же при качественном моторном масле, пробег в 10 — 15 тысяч км. всё же можно будет достичь. Но вот если зазор в подшипнике будет менее 0,01 мм или его вообще не будет, то роликовый подшипник может разрушиться уже в первые часы работы мотора.
Сейчас можно и не найти кривошипный палец в продаже, но зная из чего сделан заводской, можно всё таки попытаться заказать его грамотному токарю, а почему попытаться и почему только грамотному токарю ??? Потому что, как я уже говорил — с одной стороны палец имеет очень плавный конус, равный 1 к 140. И этот конус, с учётом всех размеров может сделать только хороший токарь.
Палец кривошипа изготавливают из стали марки 12ХН3, затем цементируют на глубину 0,7 — 0,8 мм, и в итоге твёрдость по Роквеллу составляет 56 — 62.
Раньше на заводском пальце обозначали их вес и диаметр на его торце, цифрами обозначали вес пальца, например 320, 322, 324 и цветной меткой, которая обозначала их диаметр — смотрим ниже.
- Красная ——————- 36,000 — 35,996 мм. — это диаметр кривошипного пальца.
- Белая ——————- 35,996 — 35,992 мм.
- Зелёная ——————- 35,992 — 35,998 мм.
- Чёрная ——————- 35,998 — 35,984 мм.
Если вам попался палец без обозначений, то диаметр определяем замеряя его микрометром, а вес пальца определяем взвешиванием.
Вес и диаметр нижней головки шатуна тоже имеет свои обозначения. Вес пишется на нижней головке шатуна сбоку, например 198, 200, 202, 204. Ну а диаметр помечают на головке шатуна краской, и цвета смотрите ниже, может кому то пригодится.
- Красная —————— 50,012 — 50,009 мм.
- Белая —————— 50,009 — 50,006 мм.
- Зелёная —————— 50,006 — 50,003 мм.
- Чёрная —————— 50,003 — 50,000 мм.
Ну и ролики, при желании тоже можно изготовить самостоятельно, если конечно вы найдёте нужную стать, марки ШХ15. После вытачивания их на станке, их шлифуют, затем калят до твёрдости по Роквеллу 61 — 65. Ну и в конце желательно отполировать их до зеркального блеска. Номинальный размер ролика 7 мм, а его длина 10 мм. Их тоже изготавливали по ремонтным группам, и размеры групп я привожу ниже.
- 1 группа —- 7,004 — 7,002 мм.
- 2 группа—- 7,002 — 7,000 мм.
- 3 группа—-7,000 — 6,998 мм.
- 4 группа—- 6,998 — 6,996 мм.
- 5 группа—- 6,996 — 6,994 мм.
- 6 группа—- 6,994 — 6,992 мм.
Если удастся купить подшипники нижней головки шатуна, то их комплектуют согласно цветным меткам и весу деталей. Естественно, что комплектуемые детали должны иметь метки одинакового цвета, а оба шатуна не должны отличаться по весу более чем на два грамма.
Восстановление изношенного кривошипного пальца.
К примеру, при отсутствии нового кривошипного пальца с красной меткой (см. выше), можно использовать не сильно изношенный старый палец (если он не изношен в виде овала), если компенсировать его износ применением шатуна с чёрной меткой и применить ролики первой группы. Там можно «играться» и с другими группами. Но в итоге, как я уже говорил, должен получиться зазор подшипника, в пределах от 0,01 до 0,02 мм. И как я уже писал выше, можно получить зазор немного больше, но никак не меньше, иначе подшипник испортится в первые минуты работы двигателя.
Но в большинстве случаев, при эксплуатации двигателя, кривошипный палец изнашивается неравномерно — в виде овала или ступеньки. И в большинстве случаев, нужно изготавливать или искать новый палец. И как было написано выше, при вытачивании кривошипного пальца на станке, наиболее трудно добиться точного выдерживания размеров конуса пальца.
Поэтому можно не изготавливать кривошипный палец с нуля, а восстановить изношенный палец, чтобы убрать овал или ступеньку при обработке его рабочей части (там где прокатывались ролики подшипника) на шлифовальном станке или притиром. После обработки и устранения овальности и ступеньки кривошипного пальца, в его подшипник устанавливают ролики большего диаметра, но такого, чтобы получить зазор в пределах от 0,01 до 0,02 мм.
При покупке или изготовлении роликов подшипника нижней головки шатуна, необходимо обратить внимание не только на чистоту шлифовки и полировки их поверхности, а так же на их точные размеры диаметров и длины (и одинаковость этих размеров), но так же следует внимательно рассмотреть, насколько хорошо заполировано закругление перехода от цилиндрической части ролика в его торец.
И если при покупке вы обнаружите острые края роликов без закруглений, то такие ролики довольно быстро разрушат или выработают рабочие поверхности пальца и отверстия нижней головки шатуна. Такие ролики покупать не советую, а если других нет, то придётся их дорабатывать (скруглять и полировать их края).
Сборка коленвала (кривошипа).
По заводской технологии сборки коленвала, сначала запрессовывают кривошипные пальцы в крайние щёки, а после этого запрессовывают в среднюю щеку, с натягом в 0,08 — 0,1 мм, щеку желательно предварительно немного подогреть.
Но заводскую технологию можно не использовать, для упрощения сборки кривошипа. Кривошипные пальцы сначала запрессовывают в среднюю щеку, а затем уже напрессовывают на пальцы крайние щёки, естественно установив подшипники и шатуны на пальцы, с необходимыми зазорами. Греть среднюю щеку если и можно, то только несильно, не более 100 градусов, например в кипящей воде. Иначе при запрессовке может нарушится термообработка пальцев.
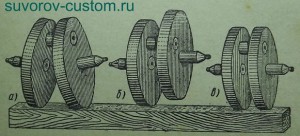 После запрессовки кривошипа, его необходимо отцентровать на специальном устройстве с конусами, или в центрах токарного станка. Биение щёк коленвла, на длине 20 мм не должно быть более 0,05 мм, а лучше не более 0,02 мм. Положение щёк выравнивают ударами медного или свинцового молотка по щекам, если щёки скручены (то есть если шейки параллельны, но не соосны, как показано на рисунке выше над буквой «б» , или сжатием щёк в тисках через алюминиевые прокладки, если шейки расположены под углом (как на рисунке выше над буквой «а»).
После запрессовки кривошипа, его необходимо отцентровать на специальном устройстве с конусами, или в центрах токарного станка. Биение щёк коленвла, на длине 20 мм не должно быть более 0,05 мм, а лучше не более 0,02 мм. Положение щёк выравнивают ударами медного или свинцового молотка по щекам, если щёки скручены (то есть если шейки параллельны, но не соосны, как показано на рисунке выше над буквой «б» , или сжатием щёк в тисках через алюминиевые прокладки, если шейки расположены под углом (как на рисунке выше над буквой «а»).
Все эти операции следует делать по чуть-чуть, постоянно проверяя расстояние между щёками мерительным инструментом, а лучше в центрах токарного станка и индикаторов часового типа, чтобы не «переборщить». В итоге положение щёк должно получиться как на рисунке над буквой «в».
Остаётся заменить бронзовые втулки верхней головки шатуна (а лучше это сделать когда коленвал распрессуется и шатуны будут отделены от кривошипа), если они изношены, об этом я уже писал и можно почитать как это правильно сделать вот тут, а так же вот здесь. Затем останется установить собранный практически новый коленвал в двигатель, и собрать его.
Кстати, после ремонта коленвала, желательно его отбалансировать вместе с маховиком и сцеплением, и как это сделать в гаражных условиях, я написал вот в этой статье.
В следующей статье, я напишу как восстановить (отремонтировать) коленвал мотоциклетного двигателя так, что родные пальцы кривошипа останутся, но несмотря на это срок службы коленвала возрастёт в несколько раз (статью читаем здесь), удачи всем.