
Ремонт перегретой (треснувшей) головки двигателя.
В этой статье я хочу ознакомить читателей, что может произойти с головкой двигателя, от халатности водителя, вовремя не заметившего повышение температуры мотора, так как чаще всего страдает от перегрева именно головка. И хочу рассказать о том, что ремонт перегретой головки двигателя не так то прост, но всё же возможен. А новая головка блока, особенно для свежих иномарок, стоит не мало, да и бэушную в хорошем состоянии найти на разборке не так то просто. Об устройстве и обычном обслуживании головки двигателя и её ремонте я написал отдельную статью вот здесь, а в этом посте будет описан ремонт именно треснутой головки цилиндров.
Поэтому есть смысл её восстановить, но описанный здесь ремонт, осуществить в условиях обычного гаража нереально. Потребуются приспособления и инструмент, которые не у каждого есть, и я надеюсь, что после прочитанного материала, водители решат для себя, стоит ли браться за ремонт, или всё же купить новую. И надеюсь, что впредь, водители будут внимательнее смотреть на указатель температуры своей машины, и бережнее относится к системе охлаждения своего автомобиля или мотоцикла.
Как всё обычно происходит? Например не сработал датчик вентилятора, или элктро-двигатель вентилятора вышел из строя, заклинило термостат, ну или просто водитель забыл перед поездкой проверить уровень антифриза. В итоге автомобиль или мотоцикл, окутанный паром, пикирует на обочину, как подбитый самолёт истребитель второй мировой. Наконец дождавшись, когда мотор остынет, водитель дольёт охлаждающей жидкости или просто воды, и в спешке тронется в путь.
Ничего не подозревая, водитель спокойно катается так ещё некоторое время, не обращая особого внимания на постоянно пустеющий расширительный бачок, и думая, что появившиеся перебои в работе мотора, это вина или карбюратора, или системы впрыска, или зажигания. Так же его может начать досаждать плохо греющий отопитель салона (из-за постоянно возникающей паровой пробки). И в итоге, владелец перегретого автомобиля или мотоцикла начинает понимать, что всё таки последствия перегрева очевидны и ремонт неизбежен.
В большинстве мастерских обычно быстро выявляют диагноз, мол пришла в негодность (прогорела) прокладка между блоком цилиндров и головкой двигателя, и её естественно нужно заменить. Только вот к сожалению не все знают, что в большинстве случаев, банальная установка новой прокладки делу не поможет.
Вообще алюминиевый сплав вроде бы как и эластичный материал, но это пока он не подвергается температурным воздействиям и особенно он не любит перепадов температуры и нагрузок в нагретом состоянии. И из-за перегрева, алюминиевая головка начинает слишком уж деформироваться (менять форму), а болты, притягивающие её к блоку двигателя, держат её и не дают ей слишком сильно деформироваться. С одной стороны это вроде бы хорошо, но с другой стороны из-за этих нагрузок (сопротивлению болтам под действием высокой температуры), да ещё и искривлению головки, в теле головки появляются трещины.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Интересно, что на вышеописанные температурные и иные нагрузки, алюминиевые головки моторов различных фирм, реагируют по разному. Я думаю это зависит от качества и состава алюминиевого сплава и от количества отверстий и выемок для деталей в головке, ведь чем меньше отверстий (монолитнее плита), тем сильнее головка на изгиб и меньше трескается. А в новых головках с двумя распредвалами (DOHC), количество отверстий и различных выемок (например для гидрокомпенсаторов, пружин, клапанов и т.д) в два раза больше, чем на одновальной головке, а значит двухвальная головка слабее на нагрузки и легче деформируется.
К тому же, на более современных двухвальных головках, впускные и выпускные каналы имеют больший диаметр (для лучшего наполнения), чем на более старых головках, и это тоже ослабляет алюминиевую плиту головки. Но напомню, что это сугубо моё личное мнение, и это не значит, что все должны так думать.
К примеру двухвальные головки автомобилей фирмы Форд, при перегреве, трескаются в перемычке между сёдлами клапанов, а вот в головках фирмы БМВ, обычно трещины появляются между постелями распределительных валов. А вот чтобы появились такие неприятности на двигателях фирмы Фольксваген или Ауди, нужно перегреть мотор несколько раз. Но естественно это не значит, что к обслуживанию системы охлаждения машин Ауди и Фольксваген, можно относиться халатнее.
Так всё таки, что можно сделать владельцу перегретого автомобиля или мотоцикла? Существуют три способа решения данной проблемы
- — приобрести в магазине новую головку, и цена зависит от города магазина, фирмы и года выпуска автомобиля или мотоцикла. Примерный диапазон цен от 500 до 1200 долларов, а для дорогих спортивных машин ещё больше.
- -купить на разборке бэушную головку блока, и не получить никакой гарантии, что она лучше вашей перегретой головки. Цена как правило в пределах 350 — 500$, и опять же всё зависит от модели машины и города, в котором находится разборка.
- -Отремонтировать вашу перегретую головку блока и цена обычно составляет от 200 до 300$, и зависит от сложности выполняемого ремонта.
Последний третий вариант самый дешёвый, но здесь нужно быть полностью уверенным, что за него возьмутся адекватные и грамотные мастера, способные качественно выполнить работу. А как можно владельцу ремонтируемой головки проконтролировать ремонт? Естественно нужно знать, какие операции нужно сделать, и к тому же сделать их качественно. И вот именно для этого и пишется эта статья. Так же я надеюсь, что статья поможет некоторым рукастым водителям, имеющим хорошо оснащённую мастерскую, осуществить ремонт головки своими силами. Итак к делу.
Ремонт перегретой головки блока двигателя.
Демонтировав перегретый DOHC или одновальную голову с вашего двигателя (новичкам советую при разборке навески мотора, фотографировать или записывать каждый шаг) первым делом нужно проверить герметичность её полостей. Для осуществления этой проверки, нужно вырезать из органического стекла (плексиглас) толщиной примерно 15 — 20 мм плиту, немного перекрывающую по периметру плоскость вашей головки, и вырезать комплект резиновых шайб и прокладок (зависит от конфигурации тела головки.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Далее нужно плотно (через резиновую прокладку) прижать прозрачную плитку к плоскости головки — см. фото (можно прижать с помощью шпилек и ещё одной металлической плиты, прижатой с другой стороны головки). Затем нужно загерметезировать все отверстия в головке, оставив лишь одно с резьбой. В это отверстие заворачиваем штуцер, на который надеваем шланг с манометром, от компрессора. Остаётся весь этот «бутерброд» погрузить в ванну с водой, и до начала накачки воздуха, нагреть воду в ванне до 80 градусов. Под прозрачную плиту нужно будет запустить воду, вывернув специальную пробку (что бы выход пузырьков воздуха был виден).
Теперь включаем компрессор и подаём в головку воздух под давлением 5 кг/см² (5 бар). Такое давление нужно для этой проверки не случайно. Ведь внутри головки (в её полостях) циркулируют жидкости двух систем — охлаждения и смазки. В системе охлаждения давление невелико и составляет 1 кг/см, а в системе смазки давление больше и составляет 4,5 кг, а на высоких оборотах ещё больше. Поэтому пять килограмм для проверки — это гарант, позволяющий найти малейшую трещинку или каверну, через которую сможет просочиться масло или антифриз.
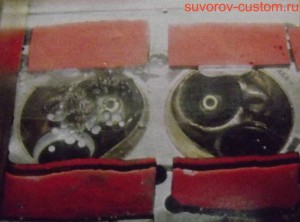
Под прозрачной плитой из оргстекла, хорошо виден выход пузырьков воздуха из трещины головки.
Головку нужно тщательно осмотреть со всех сторон, вращая её (осторожно — вода 80, поэтому используем плотные резиновые перчатки с длинными манжетами). Конечно для сервиса лучше сделать ванну, в которой приспособление типа вертела, позволит вращать головку по кругу в ванне, и не лезть туда руками. При подаче воздуха, появившиеся пузыри точно укажут место трещины или каверны. При их обнаружении, отмечаем место и готовимся к ремонту.
Если трещина в перемычке между сёдлами клапанов, то необходимо удалить эти сёдла (можно с помощью нагрева и специальной оправки, а можно на станке фрезой). Далее проходимся по трещине шарошкой, сделав хорошую глубокую фаску по всей трещине и немного дальше (см. фото ниже).

Обработка дефектного участка головки (снятие фаски).
Образовавшуюся дыру следует заплавить.
Это нужно сделать обязательно, ведь протяжённость трещины и её направление точно не известны, и если её концы не доварить, то трещина пойдёт разрастаться дальше. К тому же глубокая фаска нужна для более качественной проварки, и если фаску не сделать, то после обработки шва (его стачивания заподлицо) проваренного метала не останется вовсе.
Подготовив фаску начинаем варить аргонно-дуговой сваркой, максимальный ток которой, при наплавке, должен быть примерно 300 — 320 ампер. Такой мощный сварочный аппарат и ток нужны для полного провара и прогрева всего алюминиевого монолита головки, ведь толщина алюминия измеряется здесь в сантиметрах. После проварки трещины, необходимо обработать сварочный шов и удалить излишки наплавленного металла. Для этого можно использовать бормашинку и шарошку. Примером того, какая поверхность должна быть после обработки, послужит соседняя камера сгорания ремонтируемой головки.

Заварка дефектного места мощным отечественным аргонно-дуговым сварочным аппаратом УДГ-В.
Следующей операцией по восстановлению уже герметичной головки, будет обработка на фрезерном станке посадочного места для новых сёдел клапанов. При обработке учитываем, что полученный диаметр после обработки, должен соответствовать посадке новых сёдел с натягом в 0,10 — 0,12 мм. Если не удастся купить новые сёдла с учетом этого натяга, то придётся заказать токарю выточить из жаростойкой стали новые сёдла (опять же с учётом этого натяга). После всех механических обработок (зачистки сварного шва и фрезеровки мест для сёдел), очень советую ещё раз проверить головку под давлением, вдруг после обработки восстановленного участка металла, откроется какая то трещинка.

обрабатываем шов и места под сёдла клапанов.
Для того чтобы головка вашего двигателя была не хуже новой, следующей операцией будет замена направляющих втулок клапанов новыми. Можно заказать токарю втулки из бронзы, а можно из специального чугуна (прекрасный материал для втулок можно взять из старого распределительного вала). Из чего точить новые втулки, или купить новые в магазине — выбирать вам. А подробно узнать как и с помощью чего правильно запрессовывать новые втулки, поможет вот эта статья.
После установки новых втулок, запрессовываем с натягом новые сёдла клапанов и после их запрессовки следует пройтись по сёдлам, сняв фаски специальными фрезами, например из набора фирмы Эмвэй (имеются в наборе несколько диаметров под разные сёдла и для каждого диаметра есть две фрезы — черновая и чистовая). После этого вставив клапана во втулки, проверяем герметичность и если она недостаточна (о проверке герметичности я уже писал — кликаем по ссылке ниже), то следует притереть клапана, и подробно об этом читаем здесь.
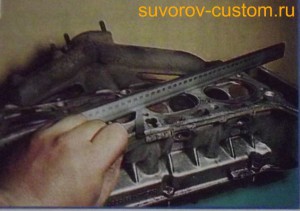
Проверка привалочной плоскости головки блока с помощью штанги и щупа, вложенного между штангой и плоскостью головки.
Самая последняя операция, это фрезеровка и доводка на притирочной плите привалочной плоскости головки блока. В том что она поведена, можно не сомневаться, так как это могло даже случиться от заварки трещин (сварочный ток то был огромный — более 300 А. и нагрев тоже). Но для полной наглядности, что бы увидеть сколько нужно снимать металла для выравнивания, можно проверить плоскость, например с помощью штанги от большого штангенциркуля (см. фото). Но всё же снимать металл более 1 мм нежелательно, иначе может возрасти степень сжатия.
Если же всё таки кривизна плоскости головки требует большего снятия металла (что бывает редко и только после очень сильного перегрева), то тогда нехватку толщины головки компенсируем более толстой прокладкой. Если же и толщина более толстой (ремонтной) прокладки не поможет сохранить степень сжатия какой она была, то тогда остаётся единственный выход, после снятия лишнего миллиметра с плоскости головки, нужно будет снять этот же миллиметр с донышек поршней, что бы понизить степень сжатия (но опять же снимаем не более миллиметра, иначе ослабим донышко поршня). Все поршни после этого желательно взвесить и добиться одинакового веса.
После всех операций останется собрать ваш двигатель с новой прокладкой соответствующей толщины, смонтировать назад на двигатель всё навесное оборудование, и главное не забыть привести в порядок систему охлаждения вашего мотора. И впоследствии быть более внимательным.
И очень важно отремонтировать головку двигателя, чтобы не допустить попадания антифриза в моторное масло, так как это может привести к печальным последствиям, о которых подробно можно узнать вот в этой статье.
Как видите, при желании можно отремонтировать всё что угодно, но для этого требуется хорошо оснащённая мастерская и знания. Мастерскую со станками может позволить себе не каждый водитель, но вот знания приобрести — это вполне возможно. И приобрести знания, я надеюсь поможет эта статья. Хотя бы для того, чтобы иметь возможность проконтролировать ремонтников автосервиса, если они всё таки возьмутся за ремонт вашей перегретой (треснувшей) головки, чтобы восстановить её, удачи всем!