
Изготовление бензобака более сложной формы, для чоппера.
После публикации двух статей, по изготовлению бензобака с плоским дном и с вогнутым дном, которые можно почитать вот здесь и вот тут, ко мне на электронную почту начали приходить письма, с просьбой рассказать об изготовлении бака для чоппера более сложной формы. И хотя, как я уже говорил в первых статьях, если сделать своими руками несколько простых бензобаков, то появится определённый опыт, и только после этого можно будет сделать своими руками бак более сложной формы. Поэтому начинающим кастомайзерам, всё же посоветую начать с самого простого бака, и только потом браться за изделия более сложной формы. Тем не менее, в этой статье, я удовлетворю просьбы читателей сайта, и мы познакомимся с изготовлением бака чуть более сложного в изготовлении, так как он состоит из 10 отдельных фрагментов, каждому из которых придётся придать определённую форму. И так, поехали.
Верхняя часть бака.
Для начала начинаем свой проект как и положено на любом заводе — с чистого листа бумаги, и рисуем на нём контуры главной верхней части бака, учитывая при этом длину от рулевой колонки, до седла вашего мотоцикла.
При этом следует немного отступить (40 — 50 мм) от рулевой колонки, чтобы впоследствии траверсы вилки, не упирались в готовый бак. Для этого нарисовав контур верхней части на бумаге или картоне, вырезаем его и уже приложив на раму и немного согнув вырезанный картон в дугу, смотрим, не упираются ли траверсы в картон при повороте руля до конца.
При примерке, учитываем и ширину бака (если надо, то подрезаем лишнее), относительно всего мотоцикла, ведь если к примеру у вас довольно широкое заднее колесо, то и ширину бака можно сделать чуть побольше. Хотя, как говорится — на вкус и цвет и кому как. Форму бака, от которой зависит дизайн всего чоппера, можно придумать самой причудливой формы, и именно этим и интересен такой вид искусства как кастомайзинг. Определившись с длиной и шириной, можно переносить размеры на листовой металл.
 Приложив вырезанный бумажный контур (шаблон) верхней части бака к металлическому листу, обводим его маркером и затем вырезаем болгаркой, ножницами по металлу или электро-лобзиком.
Приложив вырезанный бумажный контур (шаблон) верхней части бака к металлическому листу, обводим его маркером и затем вырезаем болгаркой, ножницами по металлу или электро-лобзиком.
После вырезания, кромки листа нужно обязательно обработать шлифовальным кругом или напильником, чтобы убрать заусенцы. Это предотвратит от порезов ваши перчатки и руки, а так же не позволит исцарапать кожаную подушку для выколотки.
Лист я использую толщиной 1 мм, так как при дальнейшем вытягивании (выколотке и прокатке) он становится немного тоньше, примерно 0,8 мм, и это самое то. По крайней мере заводские бензобаки многих мотоциклов, имеют толщину стенок 0,8 мм, а некоторые немного тоньше.
Когда будете вырезать из металла контур верхней части бака, вырезы под верхнюю толстую трубу рамы, указанные на фото выше красными стрелками, пока не вырезайте, так как вырезав их, новичкам будет сложнее работать. То есть при придании выпуклости верхней части бака, эти вырезы будут искажать форму и постоянно искривляться.
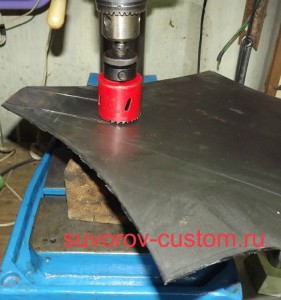 Это я вырезаю их сразу (используя корончатую фрезу на фото слева), так как знаю куда нужно ударить при выколотке, чтобы форма в местах вырезов не сильно менялась (и то, потом приходится немного подправлять).
Это я вырезаю их сразу (используя корончатую фрезу на фото слева), так как знаю куда нужно ударить при выколотке, чтобы форма в местах вырезов не сильно менялась (и то, потом приходится немного подправлять).
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
А новичкам советую сначала выколотить выпуклость, прокатать её, а уже потом вырезать вырезы под трубу рамы, так будет легче работать.
 Какой инструмент необходим для придания выпуклости я уже писал (ссылки в верху текста), поэтому нет смысла повторяться. Уложив лист на дубовый пенёк с углублением, или на кожаную подушку, наполненную дробью или песком, наносим удары сферическим молотком, постоянно выпрямляя лист руками, так как от ударов он постоянно скручивается.
Какой инструмент необходим для придания выпуклости я уже писал (ссылки в верху текста), поэтому нет смысла повторяться. Уложив лист на дубовый пенёк с углублением, или на кожаную подушку, наполненную дробью или песком, наносим удары сферическим молотком, постоянно выпрямляя лист руками, так как от ударов он постоянно скручивается.
Периодически переворачиваем лист с шишками, и проверяем, чтобы начавшая появляться выпуклость, была одинаковой (симметричной) как с права, так и слева. Учитываем и то, что в середине выпуклость должна быть больше чем на краях, значит чтобы добиться этого, большее количество ударов наносим в середине, а на краях меньше.
 Но бывает что в середине наоборот выпуклость сильно отличается от краёв, тогда проходимся молотком ближе к краям,немного отступив от центра, как на фото слева.
Но бывает что в середине наоборот выпуклость сильно отличается от краёв, тогда проходимся молотком ближе к краям,немного отступив от центра, как на фото слева.
Ещё до прокатки листа на английском колесе, хорошо видно, где лист более выпуклый, а где менее выпуклый, и естественно наносим ещё несколько ударов в менее выпуклые места, что бы в итоге подогнать их к более выпуклым местам и достичь одинаковости правой и левой части (симметричности).
Когда уже выколотка металла (верхней части) подходит к концу, то есть выпуклость доходит до 50 — 60 мм, на этом этапе уже стараемся при выравнивании листа (от постоянного скручивания) добиться общего радиуса закругления верхней части бака, при виде с боку (примерно как на фотографиях ниже).
Но здесь тоже дело вкуса — кому то нравится более горбатый бак, а кому то более прямой. Так же форма загиба верхней части бака зависит и от конфигурации рамы. Если у вас подбаковая труба рамы прямая, то значит и бак придётся делать не сильно горбатый. А если подбаковая труба имеет форму дуги, то и бак соответственно можно сделать более горбатым (при виде с боку).
 Проверив выпуклость на симметричность со всех сторон (новичкам при проверке можно воспользоваться картонным шаблоном), а так же плавное уменьшение выпуклости от середины к краям верхней части, можно начинать её прокатку между роликами английского колеса, чтобы выровнять шишки от ударов, и придать верхней части бака идеальную зеркальную поверхность (класс шероховатости поверхности после прокатки, достигает от семи до девяти (7 — 9-го классов)).
Проверив выпуклость на симметричность со всех сторон (новичкам при проверке можно воспользоваться картонным шаблоном), а так же плавное уменьшение выпуклости от середины к краям верхней части, можно начинать её прокатку между роликами английского колеса, чтобы выровнять шишки от ударов, и придать верхней части бака идеальную зеркальную поверхность (класс шероховатости поверхности после прокатки, достигает от семи до девяти (7 — 9-го классов)).
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Перед прокаткой нужно приложить нижний ролик английского колеса с внутренней стороны к верхней части и убедиться, что он подходит своим профилем. И лучше взять ролик с большей выпуклостью (меньшим радиусом), чем лист металла, а не с меньшей.
Прокатав верхнюю часть бака и добившись идеально гладкой поверхности, проверьте ещё раз, всё ли ровно, так как сейчас, когда поверхность идеально гладкая, уже очень хорошо видна возможная несимметричность выпуклости правой и левой части. Если к примеру правая сторона менее выпуклая чем левая, то не поленитесь ещё раз пройтись сферическим молотком по правой стороне, чтобы сделать и правую и левую части симметричными.
 После дополнительных ударов, естественно опять прокатываем шишки на английском колесе и заново проверяем симметричность. В дальнейшем, когда вы сделаете несколько баков и придёт опыт, то все операции будут делаться с первого раза без всяких шаблонов и работа пойдёт быстрее.
После дополнительных ударов, естественно опять прокатываем шишки на английском колесе и заново проверяем симметричность. В дальнейшем, когда вы сделаете несколько баков и придёт опыт, то все операции будут делаться с первого раза без всяких шаблонов и работа пойдёт быстрее.
 Когда уже прокатаете верхнюю часть, то есть почти полностью закончите её (примерно как на фото слева), теперь уже можно будет вырезать вырезы для трубы рамы. Здесь полезно использовать корончатую фрезу, показанную на фото выше (как и для вырезания отверстия горловины бака, об этом ниже), ну и естественно болгарку, ножницы по металлу.
Когда уже прокатаете верхнюю часть, то есть почти полностью закончите её (примерно как на фото слева), теперь уже можно будет вырезать вырезы для трубы рамы. Здесь полезно использовать корончатую фрезу, показанную на фото выше (как и для вырезания отверстия горловины бака, об этом ниже), ну и естественно болгарку, ножницы по металлу.
Большое преимущество верхней части такого бака в том, что её кромки, которые стыкуются с боковинами, имеют довольно острый угол стыковки, и кромки нет необходимости закруглять с помощью шринкера или зигмашины. Только лишь верхние кромки боковинок бака будут немного закругляться на наковаленке, но об этом ниже.
Боковые стенки бензобака (боковинки).
Закончив с верхней частью бака, переходим к изготовлению боковин, которых потребуется сделать 6 штук. То есть нужно будет изготовить 3 пары боковин, и каждая пара имеет разную форму. И два фрагмента каждой пары, нужно сделать как бы в зеркальном отражении (см фото ниже.)
 Начинаем с двух боковинок, которые будут располагаться сзади бака (в районе седла). Здесь нам опять же поможет обыкновенная бумага, которую необходимо приложить к кромке верхней части и придавив пальцами к этой кромке, и поводив по ней (пальцы полезно запачкать в графитовом порошке от грифеля карандаша), сделать слепок, повторяющий по форме кромку верхней части. Далее по слепку вырезаем ножницами бумагу, и приклеиваем её к кромке верхней части с помощью скотча. Низ бумажной боковинки рисуем карандашом на своё усмотрение (примерно как на фото) и затем тоже вырезаем ножницами.
Начинаем с двух боковинок, которые будут располагаться сзади бака (в районе седла). Здесь нам опять же поможет обыкновенная бумага, которую необходимо приложить к кромке верхней части и придавив пальцами к этой кромке, и поводив по ней (пальцы полезно запачкать в графитовом порошке от грифеля карандаша), сделать слепок, повторяющий по форме кромку верхней части. Далее по слепку вырезаем ножницами бумагу, и приклеиваем её к кромке верхней части с помощью скотча. Низ бумажной боковинки рисуем карандашом на своё усмотрение (примерно как на фото) и затем тоже вырезаем ножницами.
Точно так же делаем и бумажную боковинку на другой стороне и добиваемся, чтобы оба бумажных шаблона имели одинаковые размеры (сложив их вместе), как бы зеркальное отражение. Иногда для этого приходится чуть чуть подгибать кромку одной стороны верхней части, чтобы добиться полной одинаковости пока бумажных боковинок (шаблонов).
Добившись одинаковости бумажных шаблонов боковинок, переносим их на металлический лист, обводим маркером, вырезаем и зачищаем заусенцы. Лучше вырезать боковинки из металла немного больше (на пару мм), чем бумажный шаблон, ведь потом примерив фрагмент к верхней части бака, лишний металл всегда можно отрезать.
 Далее необходимо обоим боковинкам придать небольшую выпуклость, причём выпуклость будет не наружу, а вовнутрь бака. Можно конечно при желании оставить боковинки плоскими, но если они будут иметь выпуклость вовнутрь, готовый бак будет выглядеть намного круче.
Далее необходимо обоим боковинкам придать небольшую выпуклость, причём выпуклость будет не наружу, а вовнутрь бака. Можно конечно при желании оставить боковинки плоскими, но если они будут иметь выпуклость вовнутрь, готовый бак будет выглядеть намного круче.
 Для придания выпуклости проделываем знакомую операцию — выколотку, примерно до 10 — 12 мм глубины, после чего прокатываем боковинки на английском колесе, чтобы убрать следы от ударов.
Для придания выпуклости проделываем знакомую операцию — выколотку, примерно до 10 — 12 мм глубины, после чего прокатываем боковинки на английском колесе, чтобы убрать следы от ударов.
Естественно глубина выпуклости обоих боковинок должна быть одинаковой, а загиб боковинок должен соответствовать форме кромки верхней части бака. То есть готовые боковинки должны нормально (без зазоров более 1 мм) стыковаться с верхней частью бака.
 Чтобы стыки кромок боковинок и кромок верхней части не имели слишком острый угол при их стыковке, а так же имели более красивый вид, полезно после прокатки их на колесе, на закруглённой наковаленке ударами молотка, немного загнуть кромку боковинок в противоположную от выпуклости сторону, чтобы получилась форма, как на фото слева. Так нужно будет сделать со всеми шестью боковинами (точнее с их верхними кромками).
Чтобы стыки кромок боковинок и кромок верхней части не имели слишком острый угол при их стыковке, а так же имели более красивый вид, полезно после прокатки их на колесе, на закруглённой наковаленке ударами молотка, немного загнуть кромку боковинок в противоположную от выпуклости сторону, чтобы получилась форма, как на фото слева. Так нужно будет сделать со всеми шестью боковинами (точнее с их верхними кромками).
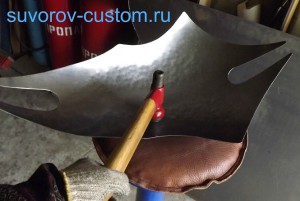
 Должно получиться как на фото слева, где я держу в руке готовую боковинку, на которой хорошо видна и выпуклость и загнутая в другую сторону кромка.
Должно получиться как на фото слева, где я держу в руке готовую боковинку, на которой хорошо видна и выпуклость и загнутая в другую сторону кромка.
При загибе кромки постоянно проверяем, чтобы кромки верха боковинки и кромки верхней части, имели одинаковый радиус закругления по длине, то есть стыковались нормально, без зазоров более 1 мм. Если что то не сходится, то немного подгибаем или подрезаем боковинку, подгоняя радиус загиба под радиус кромки верхней части.
 Добившись нормальной стыковки, прихватываем боковинку к верхней части электросваркой, при этом стараемся, чтобы обе приваренные боковинки (и правая и левая) были прихвачены сваркой к верхней части бака под одинаковыми углами.
Добившись нормальной стыковки, прихватываем боковинку к верхней части электросваркой, при этом стараемся, чтобы обе приваренные боковинки (и правая и левая) были прихвачены сваркой к верхней части бака под одинаковыми углами.
Это важно, так как если угол, под которым будут приварены правая и левая боковинки будет разный, то впоследствии дно бака получится несимметричное.
 Приварив задние боковинки бака с обоих сторон, можно начинать изготавливать средние боковины. Здесь всё делается точно так же, как я написал выше, начиная с бумажного шаблона (слепка), и переходя к металлу. Причём нижние вырезы средних боковин, не обязательно должны быть спереди с «клыками», можно сделать их и попроще (кому как нравится).
Приварив задние боковинки бака с обоих сторон, можно начинать изготавливать средние боковины. Здесь всё делается точно так же, как я написал выше, начиная с бумажного шаблона (слепка), и переходя к металлу. Причём нижние вырезы средних боковин, не обязательно должны быть спереди с «клыками», можно сделать их и попроще (кому как нравится).
 Единственное, что здесь немного сложнее, это то, что средние боковины придётся подгонять стыковать ещё с задними боковинками (и с передними тоже). А так же то, что выпуклость (тоже примерно 10 мм) средних боковин вовнутрь бака, спереди плавно переходит в выпуклость наружу (что бы так называемые «клыки» сделать выпуклыми наружу). Надеюсь это видно на фото слева. И естественно средние боковины, должны получиться одинаковой формы и одинаковой выпуклости, то есть симметричны в обоих плоскостях .
Единственное, что здесь немного сложнее, это то, что средние боковины придётся подгонять стыковать ещё с задними боковинками (и с передними тоже). А так же то, что выпуклость (тоже примерно 10 мм) средних боковин вовнутрь бака, спереди плавно переходит в выпуклость наружу (что бы так называемые «клыки» сделать выпуклыми наружу). Надеюсь это видно на фото слева. И естественно средние боковины, должны получиться одинаковой формы и одинаковой выпуклости, то есть симметричны в обоих плоскостях .
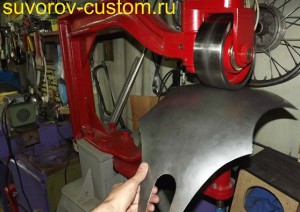
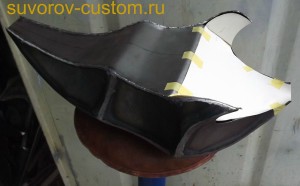
 Подогнав и приварив средние боковины (обязательно под одинаковыми углами, это видно на фото перевёрнутого бака) к верхней части бака и к задним боковинкам, можно приступать к изготовлению последней пары боковин — передних.
Подогнав и приварив средние боковины (обязательно под одинаковыми углами, это видно на фото перевёрнутого бака) к верхней части бака и к задним боковинкам, можно приступать к изготовлению последней пары боковин — передних.
 Опять же используем бумагу и скотч, приклеивая бумажный шаблон к верхней части бака, а когда убедитесь, что всё сходится, переносим это всё на листовой металл, и вырезаем.
Опять же используем бумагу и скотч, приклеивая бумажный шаблон к верхней части бака, а когда убедитесь, что всё сходится, переносим это всё на листовой металл, и вырезаем.
 Получившиеся два фрагмента передних боковин, естественно должны быть одинаковыми и по размерам и по рельефу (выпуклости). Прокатка на английском колесе таких мелких деталей немного сложнее, так как ухватиться пальцами места маловато.
Получившиеся два фрагмента передних боковин, естественно должны быть одинаковыми и по размерам и по рельефу (выпуклости). Прокатка на английском колесе таких мелких деталей немного сложнее, так как ухватиться пальцами места маловато.
И при прокатке нужно не спешить и быть аккуратным, чтобы не прижать пальцы роликами. Зато площадь таких деталей очень маленькая, а значит они прокатываются очень быстро.
 Добившись гладкого состояния и симметричности обоих фрагментов, привариваем их под одинаковыми углами. Здесь конечно придётся немного повозиться, чтобы передние боковинки точно состыковать с верхней частью и с средними боковинами, особенно в районе «клыков». Иногда приходится немного подгибать фрагменты, а то и немного подрезать ножницами по металлу.
Добившись гладкого состояния и симметричности обоих фрагментов, привариваем их под одинаковыми углами. Здесь конечно придётся немного повозиться, чтобы передние боковинки точно состыковать с верхней частью и с средними боковинами, особенно в районе «клыков». Иногда приходится немного подгибать фрагменты, а то и немного подрезать ножницами по металлу.
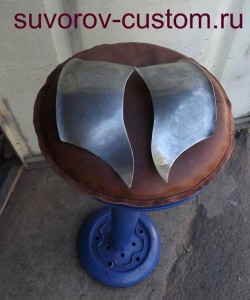
Все боковинки нужно при сварке прихватывать так, чтобы верхняя кромка всех боковин, оказалась ниже кромки верхней части (не выступала выше её). Тогда при зачистке сварочные швы будут аккуратными, и их не потребуется шпаклевать. На этом этапе приварены все 6 (шесть) боковин, и уже видны очертания будущего бака.
 При зачистке швов полезно пользоваться не болгаркой, а турбинкой с лепестковым кругом, как на фото слева. Но у кого её нет, подойдёт и обычная маленькая болгарка, тоже с лепестковым кругом.
При зачистке швов полезно пользоваться не болгаркой, а турбинкой с лепестковым кругом, как на фото слева. Но у кого её нет, подойдёт и обычная маленькая болгарка, тоже с лепестковым кругом.
Когда все 6 (шесть) боковин будут проварены снаружи к верхней части, полезно их ещё проварить изнутри (так надёжнее), так как дна бака пока нет, и есть возможность подступиться с горелкой.
Естественно, что внутренние сварные швы зачищать и шлифовать не нужно. При сварке конечно лучше использовать аргонно-дуговой сварочный аппарат, но у кого его нет, то можно обойтись и углекислотным полуавтоматом.
Дно бензобака.
После приварки всех шести боковинок к верхней части бака, а так же сварки их между собой, остаётся сделать дно и туннель для верхней трубы рамы. Дно имеет непростую форму и делается для такого бака из трёх частей: передняя часть, задняя часть и туннель. Для снятия слепка дна, подойдёт лучше калька, но можно использовать и обычную бумагу. Сначала лучше снять слепок на бумаге с задней части дна и сделать её из металла, а потом уже и переднюю часть дна. Ну и последним делается туннель.
 Не смотря на то, что дно делается плоским и его не нужно выколачивать, небольшая сложность всё таки есть, так как вырезав по контуру бумаги лист металла задней части дна, его нужно изогнуть так, чтобы изгибы повторяли контуры низа боковин бака.
Не смотря на то, что дно делается плоским и его не нужно выколачивать, небольшая сложность всё таки есть, так как вырезав по контуру бумаги лист металла задней части дна, его нужно изогнуть так, чтобы изгибы повторяли контуры низа боковин бака.
Изгибать дно (небольшие углы на дне) лучше на каком нибудь прутке, диаметром 10 — 12 мм, зажатом в тиски. Перед этим отмечаем маркером линию загиба.
Дно бака (его кромки) должно при сварке быть ниже кромки боковин на 1 — 2 мм, (чуть утоплено вовнутрь) чтобы получились более надёжные сварные швы, ведь проварить изнутри дно и боковины уже не будет возможности, только снаружи. Прихватив сваркой заднюю часть дна, снимаем бумажный слепок передней части дна (и переносим на металл и вырезаем), которая немного сложнее из-за клыков, и изогнуть переднюю часть дна нужно в обоих направлениях ( сделать загиб по форме передних «клыков» и сделать загибы по форме боковых «клыков»).
 Вырезав переднюю часть дна из металла, её нужно сделать такой длины, чтобы при стыковке с задней частью дна, она наложилась не встык, а внахлёст, перекрыв заднюю часть примерно на 10 мм (это видно на фото).
Вырезав переднюю часть дна из металла, её нужно сделать такой длины, чтобы при стыковке с задней частью дна, она наложилась не встык, а внахлёст, перекрыв заднюю часть примерно на 10 мм (это видно на фото).
Это нужно для того, чтобы обеспечить большую жёсткость сварного шва в этом месте, так как здесь будут ввариваться бобышки с резьбой (они видны на нижних фото), для крепления бака на раме.
Изготовление туннеля бака.
 Проварив обе части дна с боковинами бака и между собой, зачищаем швы и после этого остаётся изготовить и вварить туннель для подбаковой трубы рамы. Прежде чем изготавливать туннель, необходимо прочертить линию на дне, которая делит дно на две равные части.
Проварив обе части дна с боковинами бака и между собой, зачищаем швы и после этого остаётся изготовить и вварить туннель для подбаковой трубы рамы. Прежде чем изготавливать туннель, необходимо прочертить линию на дне, которая делит дно на две равные части.
После этого точно замеряем ширину вырезов (для трубы) в верхней части бака, и на такую же ширину чертим ещё две линии на дне (отступив от первой линии на равные расстояния), по которым нужно будет вырезать полосу лишнего металла дна.
 Вырезав лишний металл, теперь у нас уже есть место, куда будет вставляться туннель. На этом этапе (а можно и раньше) уже нужно вырезать корончатой фрезой отверстие под горловину бака (чтобы можно было без проблем высыпать стружку из бака), а также высверлить отверстия в дне бака, под бобышки крепления бака к раме с резьбой, а так же отверстие под краник подачи бензина.
Вырезав лишний металл, теперь у нас уже есть место, куда будет вставляться туннель. На этом этапе (а можно и раньше) уже нужно вырезать корончатой фрезой отверстие под горловину бака (чтобы можно было без проблем высыпать стружку из бака), а также высверлить отверстия в дне бака, под бобышки крепления бака к раме с резьбой, а так же отверстие под краник подачи бензина.
Горловину бака лучше приварить к верхней части изнутри, когда у вас ещё нет дна (когда ещё можно подобраться с горелкой). Ведь сварочный шов изнутри будет аккуратней. Но если у вас хороший аргонно-дуговой аппарат, и хороший опыт сварки, то горловину можно приварить аккуратно и снаружи бака.
Бобышки крепления бака к раме, я делаю из обычного стального прутка, диаметром 16 — 18 мм, от которого отрезаются отрезки длинной примерно 22 — 25 мм. Далее в этих отрезках прутка (бобышках) сверлится глухое отверстие, глубиной 18 — 20 мм, и нарезается метчиком мелкая резьба М8х1. У кого нет сверлильного станка, то лучше заказать бобышки токарю, и футорку под бензокраник тоже.
Кстати, полезно будет просверлить ещё пару отверстий в задней части дна (диаметр примерно 6 мм), в которые затем ввариваются пару стальных трубочек (штуцеров), на которые потом наденется резиновый шланг, для сообщения (протекания бензина) обоих половин бензобака.
 Туннель вырезается из листа металла и сворачивается буквой U на трубе подходящего диаметра (у меня труба 55 мм). Но гораздо удобнее свернуть туннель, если трубу закрепить струбцинами к толстой доске, а как согнуть туннель таким способом я показал в видеоролике чуть ниже (это видео разумеется есть и у меня на канале ютуба Suvorov-Castom).
Туннель вырезается из листа металла и сворачивается буквой U на трубе подходящего диаметра (у меня труба 55 мм). Но гораздо удобнее свернуть туннель, если трубу закрепить струбцинами к толстой доске, а как согнуть туннель таким способом я показал в видеоролике чуть ниже (это видео разумеется есть и у меня на канале ютуба Suvorov-Castom).
Чтобы определить какой ширины потребуется лист металла для туннеля, берётся полоса плотного картона, сворачивается буквой U, и вставляется в место выреза. Причём её нужно вставить в том месте дна, где дно больше всего выступает (самое глубокое). Далее на полоске картона отмечаем риски, но с запасом по пару сантиметров на сторону, ведь потом лучше отрезать лишнее.
Переносим ширину дна на лист металла и вырезаем его, пока в форме прямоугольника (надеюсь с длинной будущего туннеля всё понятно, она равна длине бака, но лучше чуть больше). Вырезанный из металла прямоугольник теперь нужно согнуть на трубе в форме буквы U, а чтобы это сделать ровно, отмечаем на прямоугольном листе маркером его середину, чтобы потом при изгибе, уложить лист на трубу, ориентируясь на эту линию, означающую середину будущего туннеля.
 Согнув прямоугольник по форме (как на фото), вставляем его в вырез в дне бака, и теперь отмечаем карандашом или маркером (ведя линию по контуру дна), где нужно отрезать лишнее.
Согнув прямоугольник по форме (как на фото), вставляем его в вырез в дне бака, и теперь отмечаем карандашом или маркером (ведя линию по контуру дна), где нужно отрезать лишнее.
 Причём отрезать нужно так, чтобы туннель выступал из дна примерно на 2 — 5 мм (лишний металл после сварки ведь всегда можно сточить). Это позволит сделать надёжный сварочный шов. Естественно ещё нужно отметить, где обрезать лишний металл туннеля в месте выреза под раму, в районе рулевой колонки и в районе седла (в верхней части бака).
Причём отрезать нужно так, чтобы туннель выступал из дна примерно на 2 — 5 мм (лишний металл после сварки ведь всегда можно сточить). Это позволит сделать надёжный сварочный шов. Естественно ещё нужно отметить, где обрезать лишний металл туннеля в месте выреза под раму, в районе рулевой колонки и в районе седла (в верхней части бака).
 Остаётся теперь приварить туннель к дну бака, а спереди и сзади ещё и к верхней части бака, в районе вырезов под трубу рамы. Так же на этом этапе (а можно и раньше) вставляются в свои отверстия и привариваются бобышки с резьбой, для крепления бензобака к раме, а так же футорка для бензо-краника (лучше использовать вакуумный краник), ну и две трубочки (диаметр 6 мм) сообщения обоих половин бака.
Остаётся теперь приварить туннель к дну бака, а спереди и сзади ещё и к верхней части бака, в районе вырезов под трубу рамы. Так же на этом этапе (а можно и раньше) вставляются в свои отверстия и привариваются бобышки с резьбой, для крепления бензобака к раме, а так же футорка для бензо-краника (лучше использовать вакуумный краник), ну и две трубочки (диаметр 6 мм) сообщения обоих половин бака.
 Все сварные швы дна, зачищаются так, чтобы они выступали примерно на 2 — 3 мм, ведь дно не проварено изнутри, и здесь нужна прочность швов.
Все сварные швы дна, зачищаются так, чтобы они выступали примерно на 2 — 3 мм, ведь дно не проварено изнутри, и здесь нужна прочность швов.
Поэтому стачивать их заподлицо на дне не рекомендую. Тем более, это же не верхняя часть, где всё на виду, и где швы стачиваются полностью (заподлицо). Не забываем, что верх и боковины у нас ещё упрочнены (проварены) изнутри, поэтому швы верха и боковинок бака, можно сточить заподлицо, а швы дна и туннеля нежелательно.
 После всех сварочных работ, и зачистки сварных швов, бак необходимо проверить на герметичность, заткнув в нём все лишние отверстия и подав через футорку бензо-краника сжатый воздух от компрессора. Давления всего в 1 кг.см (1 бар) вполне достаточно для проверки. Подав воздух, все сварные швы промазываем кисточкой с мыльной водой, и если где то имеется негерметичность, то она сразу обнаружится по мыльным пузырькам.
После всех сварочных работ, и зачистки сварных швов, бак необходимо проверить на герметичность, заткнув в нём все лишние отверстия и подав через футорку бензо-краника сжатый воздух от компрессора. Давления всего в 1 кг.см (1 бар) вполне достаточно для проверки. Подав воздух, все сварные швы промазываем кисточкой с мыльной водой, и если где то имеется негерметичность, то она сразу обнаружится по мыльным пузырькам.
Напомню, что купить бензобак подобной формы не получится, так как все каталоги пестрят стандартными изделиями, которые уже всем изрядно поднадоели. А чтобы заказать бак подобного типа в какой нибудь кастом-мастерской (если ещё найдёте в вашем регионе), вам придётся ждать какое то время, да ещё и выложить кругленькую сумму.
Поэтому есть большой смысл, обзавестись необходимым оборудованием, которое кстати можно сделать тоже своими руками ( по изготовлению оборудования, кое что можно найти у меня на сайте, в рубрике «Мастерская. Станки и оборудование.», и эта рубрика постоянно будет пополняться), и делать любые баки самостоятельно, чего и вам желаю. В итоге, вы всегда сможете сделать эксклюзивное изделие в единственном экземпляре, и при этом потратить на новый лист металла всего несколько долларов.

Также у меня на канале Suvorov-Castom или здесь на сайте (чуть ниже) желающие могут посмотреть первую часть видеоролика о том, как я изготавливаю бензобак чуть более сложный, чем описанный в этой статье.
Это видео было снято мной с целью восполнить пробел в рунете по этой теме и помочь начинающим кастомайзерам в интересном и увлекательном деле металшейпинга. Для этого видеоролика было снято около 20-ти гигов видеоматериала и показано только самое лучшее.
Ну и уже готова и опубликована здесь и у меня на канале вторая часть, в которой я показываю и рассказываю для новичков, как изготовить боковины и переднюю часть бака необычной формы. Всем приятного просмотра от Suvorov-Castom.
Ну а ещё ниже советую посмотреть полезный ролик, как Рон Коваль изготавливает интересный бак для мотоцикла. И хотя там говорят на английском языке, если смотреть внимательно, то всё довольно понятно.
Хотя, если кому то что то непонятно из этой статьи или из видеоролика, то не стесняйтесь и задавайте свои вопросы в комментариях, буду рад помочь советом, особенно новичкам.
Так же ниже публикую ещё один ролик с моего канала, где я показал, как изготовить фару для чоппера из обычного стального листа.
Вот вроде бы и все премудрости, по изготовлению бака чуть более сложной формы, и надеюсь, что изготовив несколько бензобаков самостоятельно, все непонятные вопросы, которые я может быть упустил в этой статье, по мере накопления у вас опыта, отпадут сами собой, успехов всем!
Спасибо за наглядный пример делаю маленький макет первый раз очень помогло
Пожалуйста. Всегда рад быть полезен.
Суворов кастом,вы случаем не из тульской области?
Здравствуйте. Нет я не из Тульской области, в данный момент живу в ближнем зарубежье.
Добрый день! Подскажите пожалуйста какую сварку вы используете при изготовлении бензобака? аргонодуговую с импульсным режимом или ручную дуговую сварку на малом токе? Спасибо. Думаю какой аппарат лучше взять для мастерской.
Здравствуйте Александр. При изготовлении этого бензобака мной был использован обычный углекислотный полуавтомат, который есть на фотографиях в статье на этом сайте «Сварка и способы сварки». Там об этом аппарате я немного написал. Кстати ссылка есть в этой статье под словом «полуавтомат» — кликайте по ней и читайте статью о сварочных аппаратах и способах сварки. Конечно же аргонно-дуговой сварочный аппарат намного лучше для этих целей и я планирую его купить в ближайшем будущем, но пока я справляюсь с углекислоткой.
Что взять для мастерской не могу точно советовать, так как не знаю какой бюджет вы готовы для этого выделить. Если имеете возможность купить что то стоящее и дорогое, то советую аргонный аппарат TIG AC-DC какой то европейской или американской фирмы, например «Миллер Электрик».
Если средств не так уж много, то можно взять что-то подешевле, например «Сварог TIG-200″. И хотя этот аппарат китайской фирмы, он вполне нормального качества и варит отлично (стоит примерно около 1000$).
Но лучше чуть доплатить и взять Сварог 250P AC/DC этой же фирмы, он чуть помощнее и у него есть как раз полезный импульсный режим, о котором вы написали (цена примерно 43 — 45 тысяч рублей). Многие мастерские в России им пользуются.
Как выбрать сварочный аппарат можете ещё почитать в статье про «Сварку и способы сварки» у меня на сайте (в рубрике «мастерская») ссылка есть в этой статье под словом «полуавтомат». Удачи.
Олег, здравствуйте. Подскажите пожалуйста какую сталь вы используете для бака? и где вы находите заливные горловины для них, все обыскал и не смог найти. отрезал от старого бака, а так как он был из черного металла то к нержавейки 430 марки не приварился (то ли руки кривые то ли у меня мало знаний в этой области и хотелось бы расширить свой кругозор))) варил аргонодуговой сваркой (наверное нужно было брать ториевый наконечник вместо «синего») и такой вопрос вы горловину припаиваете или именно привариваете??? отойду от темы бака — по вашей технологии удлинил маятник установив арматуру внутрь, пока что держится)))
Здравствуйте Александр. Листовую сталь для баков я использую толщиной 1 мм, но при покупке на металлобазе следует всегда проверять, чтобы она была мягкой и легко гнулась рукой (за уголок). Так как иногда попадается более легированная сталь, которую согнуть тяжело и с ней труднее работать ( она плохо поддаётся диффовке — растяжению, и её приходится постоянно отжигать газовой горелкой, а это тормозит работу). И именно поэтому не советую изготавливать бак из нержавейки. С ней тяжелее работать, да и зачем такой бак, не вино же в нём хранить. Лучше уж делать бак из алюминия (как делают за рубежом) или обычной чёрной стали, которая при правильной подготовке (обезжиривании и грунтовании сначала травящим грунтом, а потом обычным двухкомпонентным акриловым) практически вечная. Да и проблем со сваркой у вас не будет (и при приваривании горловины тоже).
Ну а что касается горловин, то тоже поначалу я как и вы, искал старые баки от мопедов и мотоциклов и срезал горловины с них, чтобы приварить к изготовленному мной баку. Крышки для бака (разные) можно купить даже на китайшопах, а вот горловины я не встречал в продаже. Но при появлении у меня токарного станка (дажее двух), вопрос по изготовлению как крышек, так и горловин отпал, так как точить их я начал сам. Причём горловину я сначала точил из болванки, но стружки было много и долго это, а теперь я разработал закаточные ролики для токарного станка, которые закатывают кромки тонкостенной трубы в горловину.
Если же у вас нет токарного станка, то придётся или штудировать интернет в поисках готовых горловин (может что то и найдете), либо обращаться к токарям, ну или опять же искать на разборках старые баки от мопедов или мотоциклов.
Ну а что касается присоединения горловины к баку, то я использую обыкновенную углекислотную сварку, так как и горловина и бак у меня сделаны из обычной чёрной стали и горловина прекрасно приваривается к баку полуавтоматом.
Ну и последний вопрос на счёт маятника: на моём мотоцикле удлинённый маятник с помощью вставок работает без проблем вот уже десятый год, причём я попадал в такие ямы, что гнулся обод колеса, а маятнику всё пофиг. Так что всё будет ОК.
Олег, премного Вам благодарен! Большое спасибо за подробные ответы. Пойду дальше копить вопросы)!
Всегда пожалуйста.
Здравствуйте! Подскажите, чем Вы режете криволинейные поверхности?
Здравствуйте Илья. Криволинейные детали из не слишком толстого стального листа (до 8 мм) я вырезаю с помощью электро-лобзика (разумеется в него вставлена пилка по металлу), а иногда вырезаю маленьким диском, вставленным в цанговый зажим турбинки, работающей от сжатого воздуха. В ближайшем будущем планирую приобрести лазерный резак.
Ну а кривые линии на тонком стальном листе (не толще миллиметра) вырезаю ножницами по металлу. Удачи.
День добрый. Можно заказать у вас изготовление бака?
Здравствуйте Виктор. На заказ не делаю — только для зарубежного клиента. Так что извиняйте. Ну не любят у нас в стране адекватно оценивать и платить за ручной труд, в отличие от запада.. Не хочу вас обидеть (это вас не касается ) но тему с изготовлением на заказ для отечественного клиента я закрыл ещё несколько лет назад.