
Ремонт цилиндра двигателя.
Цилиндр ремонтировать или менять?
После определённого пробега (у всех по разному) неизбежно приходит время, когда ваш мотоцикл или автомобиль, ранее такой резвый и приёмистый, становится ленивым при разгоне и не вытягивает на прямой передаче в горку, на которую раньше взлетал пулей. Замена поршневых колец вроде бы помогает, но только на короткое время. Далее, ещё немного поездив, вы обнаруживаете, что дым из выпускных труб становится ещё гуще, одновременно растёт расход топлива, а вместе с ним падает мощность. И становится определённо ясно: цилиндр (или цилиндры) нужно ремонтировать. Но перед ремонтом необходимо тщательно промерить цилиндр, получить данные о его реальных размерах и конфигурации и исходя из этого определить вид ремонта. Кстати о замерах можно почитать и в этой статье, так сказать для общего развития.
Впрочем, иногда до замеров дело не доходит, достаточно осмотреть зеркало цилиндра. Если на нём имеются глубокие задиры и вертикальные царапины, а такое можно наблюдать при поломке поршневых или стопорных колец, выпадения стопорных штифтов (на двухтактниках), то цилиндр нужно заменить новым, или расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или задиров, а так же от диаметра имеющегося в наличии поршня. Если нет возможности найти качественный заводской новый поршень(или поршни), то следует воспользоваться полимерным покрытием для поршней, подробно описанным в этой статье.
Расточка цилиндра. Расточка, это операция проводимая на специальных расточных станках, но её можно сделать и на обыкновенном токарном станке, если у вас например не блок из трёх или четырёх цилиндров (как например на спортбайках), а отдельные цилиндры (например Урал, Днепр, Харлей и т.п.). Она не очень сложна и не требует сверхвысокой квалификации. Главное в этой операции сохранить перпендикулярность оси цилиндра и его основания.
А для осуществления этого необходимо изготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления вашего цилиндра, затем выверить по плоскости резцом и расточить до размера горловины цилиндра. Далее не меняя положения планшайбы в патроне станка, на ней следует закрепить цилиндр, (так как он крепится на картере двигателя), и только после этого растачивать.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Попытки упростить операцию, например провести расточку в трёх или четырёхкулачковых патронах без планшайбы, как правило обречены на провал, так как после такой расточки зеркало цилиндра в тех местах, где его сжимали кулачки, уходит от нужной геометрической формы и становится овальным (или треугольным). А когда патрон станка разжимается, то если цилиндр и не был смят, и в силу своей упругости возвращается в исходное состояние, то в точках зажима обычно после проточки бразуются впадины.
Хонингование. После расточки, чтобы довести поверхность цилиндра до определённого состояния, нужна ещё одна операция, называемая хонингование. То есть создать с помощью хона очень мелкую риску (шероховатость поверхности), которая позволит на стенках цилиндра лучше удерживаться моторному маслу.
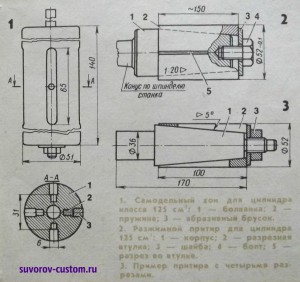 На рисунке 1 показан самодельный хон для цилиндров кроссовых мотоциклов объёмом 125 кубиков, но для аппаратов более солидных кубатур, можно изготовить точно такой же хон, но естественно увеличив соответствующий диаметр и длину под свой цилиндр. Это деревянная или текстолитовая болванка, диаметром соответствующим диаметру вашего цилиндра (чуть меньше) и длинной вашего цилиндра (чуть больше), которая имеет одно центральное отверстие и четыре вертикальных паза.
На рисунке 1 показан самодельный хон для цилиндров кроссовых мотоциклов объёмом 125 кубиков, но для аппаратов более солидных кубатур, можно изготовить точно такой же хон, но естественно увеличив соответствующий диаметр и длину под свой цилиндр. Это деревянная или текстолитовая болванка, диаметром соответствующим диаметру вашего цилиндра (чуть меньше) и длинной вашего цилиндра (чуть больше), которая имеет одно центральное отверстие и четыре вертикальных паза.
В пазы вставляем прямоугольные подпружиненные брусочки. Раньше, да и сейчас многие используют алмазные абразивные брусочки (наподобие тех, на которых точат ножи). Но за рубежом от них давно отказались, и используют специальные безабразивные бруски, которые позволяют намного увеличить ресурс отремонтированной поршневой группы. И вам советую их поискать и использовать, а кто хочет подробнее узнать о них и о правильном хонинговании, то очень советую почитать вот эту статью.
Сквозь отверстие бруска пропускаем длинную шпильку или болт, за который устройство крепится в патроне обыкновенного сверлильного станка. Затем закрепив хон в патроне, устанавливаем цилиндр на станину (плиту) сверлильного станка, но не закрепляем его. Если цилиндр закрепить жёстко, то любое, даже незначительное биение шпинделя станка приведёт к нарушению геометрической формы зеркала. Что бы этого не произошло, цилиндр нужно только придерживать руками при работе.
Задав хону частоту вращения 200 — 220 оборотов в минуту и обеспечивая от 30 до 60 возвратно-поступательных ходов за минуту, постепенно снимаем оставленный после расточки незначительный припуск и одновременно улучшаем поверхность. Для ускорения работы можно вначале использовать бруски с зернистостью 150 — 170, а под конец работы перейти на брусочки зернистостью 250 — 400. Во время работы нужно обильно и непрерывно смачивать бруски и зеркало цилиндра керосином(для отвода продуктов износа), а так же периодически контролировать размер.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Но вернёмся к началу ремонта. Предположим, что наш цилиндр не имеет дефектов, видимых невооружённым глазом. Диаметр цилиндра удобнее всего измерять индикаторным нутромером и подробнее о нём можно прочитать здесь. Измерения проводим обязательно в трёх поясах, за 10,15 мм от верхнего и нижнего торцов цилиндра и ровно посередине. И в каждом из этих поясов делаем по два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав из в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Это значит, что цилиндр стал овальным, бочкообразным и конусным и вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Значит и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и появляется элипсность (овал) у изношенного цилиндра: диаметр в плоскости пальца у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки на стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие нагрузки цилиндр воспринимает примерно в средней части, а если учесть, что цилиндр например двухтактного двигателя в средней зоне ещё и весь «продырявлен» впускными, выпускными и продувочными окнами, и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной(целой) площади (поверхности), становится ясно, что именно в этой зоне происходит самое значительное истирание металла и появляется бочкообразность.
Основные причины конусности цилиндра — это воздействие (трение) поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и изнутри увеличивают давление поршневых колец. По мере движения поршня вниз, давление газов падает и эта добавка (давление газов) к обычной упругости кольца снижается, давление колец на стенки цилиндра ослабевает. Из за этого цилиндр в верхней части изнашивается больше, чем в нижней.
Вернёмся опять к нашим измерениям и решим, что же делать с цилиндром? Если по результатам измерений видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125 — 200 см³ составляет 0,15 — 0,20 мм, для класса 350 см³ составляет 0,20 — 0,25 мм, и для класса 500 -650 см³ составляет 0,20 — 0,30 мм, то можно уверенно сказать, что цилиндру необходим ремонт.
Что касается конусности цилиндра, то её можно определить более простым способом — при помощи поршневого кольца. Вставьте его в цилиндр и замерьте с помощью набора щупов зазор в замке кольца, вставляя его попеременно в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на число 3,14 и вы получите общепринятое выражение конусности. Если полученная вами величина превышает 0,06 — 0,08 мм (меньшая величина для мопедов), то цилиндр так же нуждается в ремонте.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, потому что абразивные брусочки в хоне сидят подвижно (подпружинены) и копируют неравномерно изношенные стенки цилиндра. Для устранения этих видов износа существует другой способ ремонта, который называется притирание.
Притирание часто применяют вместо хонингования как окончательную операцию после расточки. Но можно вообще заменить расточку притиркой, правда это растягивает процесс ремонта, но даёт хорошие результаты. Для этой операции рабочий инструмент — разжимной притир показан на рисунке 2 . Его корпус 1 обычно изготавливают из стали, а втулку 2 из мелкозернистого чугуна с твёрдостью НВ 140. Сначала нужно выточить заготовку втулки и её длинна примерно от 100 до 150 мм (зависит от объёма цилиндра), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. Далее заготовку либо разрезают вдоль оси одним сквозным проходом ножовки или фрезы (см. рисунок 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (см. рисунок 3).
После этого нужно изготовить корпус (конус), на наружном торце которого сверлим отверстие и нарезаем резьбу под болт М12 — М 14, как показано на рисунке 2, или оставляем хвостовик и на нём нарезаем резьбу, как это показано на рисунке 3. Далее втулку надеваем на конус, закрепляем болтом и окончательно протачиваем под размер вашего цилиндра минус 0,1 мм. Притир для вашего цилиндра готов и теперь, как только ваш цилиндр износится, притир всегда будет готов к работе. Притирку можно вести на сверлильном станке.
На наружную поверхность втулки наносим притирочную пасту — это абразивный порошок в смеси с маслом(сейчас продаются готовые пасты для притирки клапанов). Затем надеваем цилиндр на притир, зажатый в патроне сверлильного станка. Как и в случае с хонингованием, цилиндр нельзя закреплять жёстко, нужно только придерживать руками. Обороты шпинделя устанавливаем всего 50 — 80 в минуту, а вертикальные перемещения притира делаем 30 — 60 в минуту. Время от времени цилиндр советую переворачивать, это обеспечит более равномерную обработку. Притирочную пасту, как я уже говорил, можно купить готовую, и она годится в конце работы, так как сильно мелкая (имею введу для клапанов), а на начальном этапе, чтобы увеличить скорость обработки нужно использовать абразивную пыль покрупнее — зернистостью 150 — 170. Её можно сделать самому, истирая абразивные брусочки один об другой. Заканчиваем обработку мелкими полировочными пастами.
Когда в процессе работы вы почувствуете, что притир начинает свободно вращаться в цилиндре, то болт или гайку на притире нужно подтянуть настолько, чтобы вращение стало немного тугим, думаю принцип понятен. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя продукты обработки и накопившуюся грязь, а так же периодически проверять диаметр цилиндра измерительным инструментом или новым поршнем, под который притирается цилиндр.
По окончании работы цилиндр тщательно промываем вначале бензином или соляром, затем керосином или тёплой мыльной водой. После промывки водой, цилиндр нужно сразу высушить феном и смазать зеркало маслом. После сборки мотора с новой поршневой, естественно её нужно обкатать (как обкатать машину читаем тут).
Ну а если кто то захочет поменять гильзу в своём цилиндре, то как это сделать советую почитать вот тут.
Вот вроде бы и всё. Как видно из выше описанного, сделать ремонт цилиндра двигателя самостоятельно, не пользуясь услугами сервиса, не так уж и сложно, удачных всем поездок.
Пожалуйста помогите найти эту картинку в увеличенном виде, чтобы было видно, что нарисовано.
Публикую рисунок хона в более крупном виде. Кликайте по нему два раза и он увеличится ещё больше. Пользуйтесь на здоровье.
Большое спасибо
Всегда пожалуйста.